Sphärisches Lithium-Eisenphosphat (LiFePO₄ oder LFP) ist eines der wichtigsten Kathodenmaterialien für moderne Lithium-Ionen-Batterien. Aufgrund seiner hervorragenden Sicherheit, langen Lebensdauer und thermischen Stabilität findet es breite Anwendung in Elektrofahrzeugen, Energiespeichersystemen und Elektrowerkzeugen.
Die Herstellung von hochleistungsfähigem kugelförmigem LFP-Kathodenmaterial erfordert jedoch einen komplexen Fertigungsprozess, der Materialwissenschaft, Chemieingenieurwesen und Pulververarbeitungstechnologien kombiniert.
Dieser Artikel bietet einen umfassenden Überblick über den industriellen Produktionsprozess von kugelförmigem Lithiumeisenphosphat, von der Rohstoffauswahl über das Sprühtrocknen und Sintern bis hin zum Feinmahlen.
1. Warum sphärisches Lithium-Eisenphosphat wichtig ist
Frühere Generationen von LFP-Materialien bestanden typischerweise aus unregelmäßigen Partikeln, was zu verschiedenen Leistungseinschränkungen führte.
Probleme mit herkömmlichen LFP-Partikeln
- Niedrige Schüttdichte (0,8–1,2 g/cm³)
- Breite Partikelgrößenverteilung
- Unzureichende Stabilität der Suspension während der Elektrodenbeschichtung
- Höhere Oberflächenfehler und Nebenreaktionen
Diese Faktoren schränkten die Energiedichte und die Fertigungskonstanz von Lithium-Ionen-Batterien ein.
Vorteile von sphärischen LFP-Partikeln
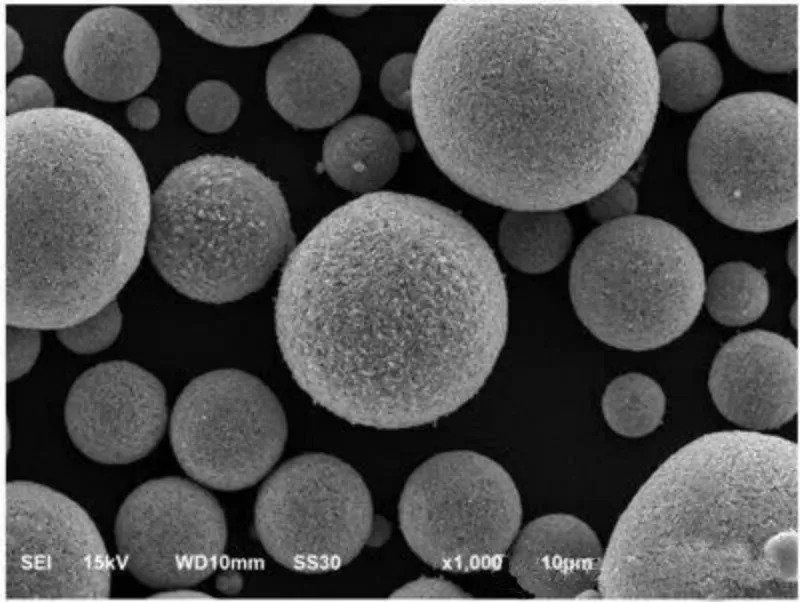
Moderne LFP-Materialien sind als mikrometergroße sphärische Sekundärpartikel konzipiert, die aus nanometergroßen Primärpartikeln bestehen.
Diese Struktur verbessert die Batterieleistung deutlich.
Zu den wichtigsten Vorteilen gehören:
- Höhere Schlagdichte
- Bessere Elektrodenverdichtung
- Verbesserte Suspensionsdispersion
- Stabilere elektrochemische Leistung
Typische Leistungsziele für sphärische LFP umfassen:
| Eigentum | Typisches Ziel |
|---|---|
| Klopfdichte | ≥1,4 g/cm³ |
| Verdichtungsdichte | ≥2,45 g/cm³ |
| Partikelgröße | D10–D90: 3–25 μm |
| Spezifische Kapazität | ≥155 mAh/g |
| Lebenszyklus | ≥2000 Zyklen |
2. Rohstoff- und Vorläufervorbereitung
Auswahl der Eisenquelle
Die Wahl der Eisenquelle spielt eine entscheidende Rolle für die Materialeigenschaften und die Produktionskosten.
Eisenoxalat-Route
Vorteile:
- Hohe Reinheit
- Ausgezeichnete Reaktivität
Nachteile:
- Hohe Kosten
- Entstehung giftiger Gase bei der Zersetzung
Eisenphosphatroute
Dies ist derzeit der am weitesten verbreitete industrielle Transportweg.
Vorteile:
- Ausgereifte Produktionstechnologie
- Stabile Produktqualität
- Umweltfreundliches Verfahren
Allerdings ist eine strenge Kontrolle des Kristallwassergehalts und des Verunreinigungsgrades erforderlich.
Eisenoxid-Route
Eine neue, kostengünstige Option.
Vorteile:
- Reduzierung der Rohstoffkosten 30–40%
Allerdings müssen die mikrometergroßen Fe₂O₃-Partikel zu Nanopartikeln aktiviert werden, üblicherweise durch hochenergetische Verfahren. Kugelmühle.

Lithiumquellenauswahl
Lithiumhydroxid (LiOH) wird zunehmend gegenüber Lithiumcarbonat bevorzugt.
Gründe hierfür sind unter anderem:
- Niedrigerer Schmelzpunkt (471°C)
- Schnellere Reaktionskinetik beim Sintern
- Verbesserte Lithiumdiffusion im Kristallgitter
Typische Lithiumhydroxid-Partikelgröße:
- D50: 3–5 μm
- D90: ≤10 μm
3. Schlammherstellung und Nassvermahlung
Vor der Sprühtrocknung müssen die Rohstoffe in einer stabilen Vorläufersuspension dispergiert werden.
Dieser Schritt bestimmt die Gleichmäßigkeit der endgültigen LFP-Partikel.
Wichtige Prozessschritte
- Zubereitung von deionisiertem Wasser
- Dispergiermittelzugabe
- Mischung der Kohlenstoffquelle
- Eisenquelle und Phosphatzusatz
- Lithiumquellenzusatz
- Abschließende Anpassung der Kohlenstoffquelle
Nassmahlverfahren
In der industriellen Produktion werden typischerweise mehrstufige Perlmühlen eingesetzt.
Zu den wichtigsten Steuerungsparametern gehören:
- Schlammtemperatur ≤45°C
- Gelöster Sauerstoff ≤0,5 ppm
- Viskosität: 300–500 mPa·s
Durch ordnungsgemäßes Mahlen wird eine gleichmäßige Partikeldispersion im Mikro- und Nanobereich sichergestellt.
4. Sprühtrocknungsgranulierung
Der Kernschritt bei der Bildung sphärischer Partikel
Die Sprühtrocknung ist die Schlüsseltechnologie zur Herstellung sphärischer Vorläuferpartikel.
Während dieses Prozesses:
- Die Vorläufersuspension wird in Tröpfchen zerstäubt.
- Die Tröpfchen werden in heißer Luft schnell getrocknet.
- Es bilden sich feste, kugelförmige Partikel.
Sprühtrocknungssystem
Industrielle LFP-Sprühtrockner zeichnen sich typischerweise durch Folgendes aus:
- Turmdurchmesser: 6–8 m
- Turmhöhe: 10–12 m
- Einlasslufttemperatur: 220–280 °C
- Auslasslufttemperatur: 90–110 °C
Die entstehenden Partikel weisen üblicherweise folgende Eigenschaften auf:
- D50: 15–25 μm
- Hohe Sphärizität
- Kontrollierte innere Porosität
5. Hochtemperatursintern
Das Sintern ist der entscheidende Schritt, der die LiFePO₄-Kristallstruktur bildet.
Es ermöglicht außerdem eine Kohlenstoffbeschichtung, die die elektrische Leitfähigkeit verbessert.
Typisches Sintertemperaturprofil
Phase 1:
Raumtemperatur → 350°C
Entfernung von Wasser und organischen Bestandteilen
Phase 2:
350 °C → 550 °C
Bildung amorpher Vorläuferphasen
Phase 3:
550 °C → 700 °C
Hauptphase des Kristallwachstums
Phase 4:
Kontrollierte Kühlung zur Stabilisierung der Kristallstruktur
Atmosphärensteuerung
Der Sinterprozess wird typischerweise in einer Stickstoffatmosphäre durchgeführt.
Typische Bedingungen sind:
- Sauerstoffgehalt ≤20 ppm
- Stickstoffreinheit ≥99,999%
Dadurch wird die Oxidation von Fe²⁺ verhindert, was für hochwertige LFP-Kristalle unerlässlich ist.
6. Kohlenstoffbeschichtungstechnologie
Reines LiFePO₄ hat geringe elektronische Leitfähigkeit, Daher ist eine Kohlenstoffbeschichtung erforderlich.
Häufige Kohlenstoffquellen
- Saccharose
- Tonhöhe
- Glucose
- Organische Polymere
Ein typischer Kohlenstoffgehalt von 1,5–2,5% wird verwendet.
Ideale Kohlenstoffbeschichtungsstruktur
- Dicke: 5–15 nm
- Gleichverteilung
- Starke Haftung an LFP-Partikeln
Eine geeignete Kohlenstoffbeschichtung verbessert die Leistungsfähigkeit und die Zyklenstabilität deutlich.
7. Ultrafeinmahlung und Klassierung
Nach dem Sintern bilden die Partikel häufig Agglomerate.
Daher sind Strahlmühle und Windsichtung erforderlich, um die gewünschte Partikelgrößenverteilung zu erreichen.

Strahlmühle System
Gebräuchlich sind Wirbelschicht-Strahlmühlen.
Typische Betriebsparameter:
- Betriebsdruck: 0,8–1,2 MPa
- Drehzahl des Sichterrades: 3000–5000 U/min
- Temperaturregelung: ≤40°C
Ziel ist es, Agglomerate zu trennen und gleichzeitig die Integrität der kugelförmigen Sekundärpartikel zu erhalten.
Luftklassifizierung
Typischerweise wird ein mehrstufiges Klassifizierungssystem verwendet.
Klassifizierungsstufen:
- 25 μm → zum Schleifen zurückgeschickt.
- 10–25 μm → Endprodukt
- <3 μm → als Impfpartikel wiederverwertet

8. Oberflächenmodifizierung und Qualitätskontrolle
Zur weiteren Verbesserung der Batterieleistung können Oberflächenmodifizierungstechnologien eingesetzt werden.
Beispiele hierfür sind:
- Leitfähige Zusätze (Kohlenstoffnanoröhren, Graphen)
- Silan-Haftvermittler
- Hochleistungsbeschichtungen wie ALD-Al₂O₃-Schichten
Diese Behandlungen verbessern:
- Leitfähigkeit
- Strukturelle Stabilität
- Lebenszyklus

Abschluss
Die Herstellung sphärischer Lithium-Eisenphosphat-Kathodenmaterialien hat sich zu einem hochkomplexen industriellen Prozess entwickelt.
Es vereint mehrere fortschrittliche Technologien, darunter:
- Sprühtrocknungsgranulation
- Hochtemperatursintern
- Kohlenstoffbeschichtung
- Strahlfräsen und Klassifizierung
- Oberflächenmodifizierung
Da die Nachfrage nach Elektrofahrzeugen und Energiespeichersystemen weiter wächst, wird die Optimierung des LFP-Produktionsprozesses weiterhin entscheidend sein, um die Batterieleistung zu verbessern und die Herstellungskosten zu senken.

Vielen Dank fürs Lesen. Ich hoffe, mein Artikel war hilfreich. Hinterlassen Sie gerne einen Kommentar. Bei weiteren Fragen können Sie sich auch an den Online-Kundendienst von Zelda wenden.
— Gepostet von Emily Chen