Сферический фосфат лития-железа (LiFePO₄ или LFP) является одним из важнейших катодных материалов, используемых в современных литий-ионных батареях. Благодаря своей превосходной безопасности, длительному сроку службы и термической стабильности он широко применяется в электромобилях, системах хранения энергии и электроинструментах.
However, producing high-performance spherical LFP cathode material requires a complex manufacturing process that combines materials science, chemical engineering, and powder processing technologies.
В данной статье представлен всесторонний обзор промышленного процесса производства сферического фосфата лития-железа, от выбора сырья до распылительной сушки, спекания и сверхтонкого измельчения.
1. Почему сферический фосфат лития-железа важен?
Первые поколения материалов LFP обычно состояли из частиц неправильной формы, что создавало ряд ограничений в их характеристиках.
Проблемы с традиционными LFP-частицами
- Низкая насыпная плотность (0,8–1,2 г/см³)
- Широкое распределение размеров частиц
- Poor slurry stability during electrode coating
- Более высокая частота поверхностных дефектов и побочных реакций.
Эти факторы ограничивали плотность энергии и стабильность производства литий-ионных батарей.
Преимущества сферических частиц LFP
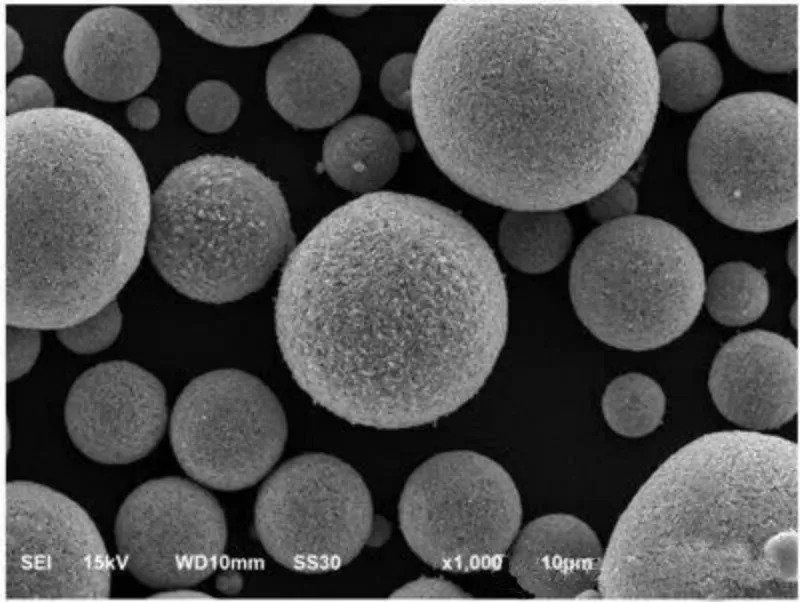
Современные материалы LFP представляют собой сферические вторичные частицы микронного масштаба, состоящие из первичных частиц наноразмера.
Такая конструкция значительно улучшает характеристики батареи.
К основным преимуществам относятся:
- Более высокая плотность набивки
- Более эффективное уплотнение электродов
- Улучшенная дисперсия суспензии.
- Более стабильные электрохимические характеристики
Типичные целевые показатели производительности для сферических LFP включают:
| Свойство | Типичная цель |
|---|---|
| Плотность крана | ≥1,4 г/см³ |
| Плотность уплотнения | ≥2,45 г/см³ |
| Размер частицы | D10–D90: 3–25 мкм |
| Удельная мощность | ≥155 мАч/г |
| Цикл жизни | ≥2000 циклов |
2. Подготовка сырья и прекурсоров
Выбор источника железа
Выбор источника железа играет решающую роль в определении как эксплуатационных характеристик материала, так и себестоимости производства.
Путь оксалата железа
Преимущества:
- Высокая чистота
- Отличная реактивность
Недостатки:
- Высокая стоимость
- Образование токсичных газов в процессе разложения
Железофосфатный маршрут
В настоящее время это наиболее широко используемый промышленный маршрут.
Преимущества:
- Зрелая технология производства
- Стабильное качество продукции
- Экологически чистый процесс
Однако необходим строгий контроль содержания кристаллизационной воды и уровня примесей.
Маршрут оксида железа
Появляется новый недорогой вариант.
Преимущества:
- снижение затрат на сырье 30–40%
Однако микроскопические частицы Fe₂O₃ необходимо активировать до наноразмерных, обычно с помощью высокоэнергетических процессов. шаровая мельница.

Выбор источника лития
Гидроксид лития (LiOH) is increasingly preferred over lithium carbonate.
Причины включают в себя:
- Нижняя температура плавления (471 °C)
- Более быстрая кинетика реакции в процессе спекания
- Улучшенная диффузия лития в кристаллической решетке.
Типичный размер частиц гидроксида лития:
- D50: 3–5 мкм
- D90: ≤10 мкм
3. Приготовление суспензии и мокрое измельчение
Перед распылительной сушкой сырье необходимо диспергировать в стабильную суспензию-прекурсор.
Этот этап определяет однородность конечных частиц LFP.
Ключевые этапы процесса
- приготовление деионизированной воды
- Добавление диспергатора
- смешивание источников углерода
- добавление источника железа и фосфата
- добавление источника лития
- Окончательная корректировка источника углерода
Процесс мокрого измельчения
В промышленном производстве обычно используются многоступенчатые шаровые мельницы.
Ключевые параметры управления включают:
- Температура суспензии ≤45°C
- Растворенный кислород ≤0,5 ppm
- Вязкость: 300–500 мПа·с
Правильное измельчение обеспечивает равномерное распределение частиц на микро- и наномасштабе.
4. Гранулирование методом распылительной сушки
Ключевой этап в образовании сферических частиц
Распылительная сушка — это ключевая технология, используемая для получения сферических частиц-прекурсоров.
В ходе этого процесса:
- Исходная суспензия распыляется на капли.
- Капли быстро высыхают в горячем воздухе.
- Образуются твердые сферические частицы.
Система распылительной сушки
Типичные характеристики промышленных распылительных сушилок LFP:
- Диаметр башни: 6–8 м
- Высота башни: 10–12 м
- Температура поступающего воздуха: 220–280 °C
- Температура выходящего воздуха: 90–110 °C
В результате образуются частицы, которые обычно обладают следующими свойствами:
- D50: 15–25 мкм
- Высокая сферичность
- Контролируемая внутренняя пористость
5. Высокотемпературное спекание
Спекание — это важнейший этап формирования кристаллической структуры LiFePO₄.
Это также позволяет наносить углеродное покрытие, которое улучшает электропроводность.
Типичный профиль температуры спекания
Этап 1:
Комнатная температура → 350°C
Удаление воды и органических компонентов.
Этап 2:
350°C → 550°C
Образование аморфных фаз-предшественников
Этап 3:
550°C → 700°C
Основной этап роста кристаллов
Этап 4:
Контролируемое охлаждение для стабилизации кристаллической структуры.
Управление атмосферой
Процесс спекания обычно проводится в атмосфере азота.
Типичные условия включают:
- Содержание кислорода ≤20 ppm
- Чистота азота ≥99,999%
Это предотвращает окисление Fe²⁺, что крайне важно для получения высококачественных кристаллов LFP.
6. Технология углеродного покрытия
Чистый LiFePO₄ имеет низкая электронная проводимость, Поэтому необходим слой углеродного покрытия.
Общие источники углерода
- Сахароза
- Подача
- Глюкоза
- Органические полимеры
Типичный содержание углерода 1,5–2,5% используется.
Идеальная структура углеродного покрытия
- Толщина: 5–15 нм
- Равномерное распределение
- Прочная адгезия к частицам LFP
Правильно нанесенное углеродное покрытие значительно улучшает рабочие характеристики и стабильность циклов.
7. Сверхтонкое измельчение и классификация
После спекания частицы часто образуют агломераты.
Therefore, jet mill and air classification are required to achieve the desired particle size distribution.

Реактивная мельница Система
Струйные мельницы с псевдоожиженным слоем широко используются.
Типичные рабочие параметры:
- Рабочее давление: 0,8–1,2 МПа
- Скорость вращения классификационного колеса: 3000–5000 об/мин.
- Контроль температуры: ≤40°C
Цель состоит в разделении агломератов при сохранении целостности сферических вторичных частиц.
Воздушная классификация
Обычно используется многоступенчатая система классификации.
Этапы классификации:
- 25 мкм → возвращено на шлифовку
- 10–25 мкм → конечный продукт
- <3 мкм → перерабатываются в качестве затравочных частиц

8. Модификация поверхности и контроль качества
Для дальнейшего повышения производительности батарей могут применяться технологии модификации поверхности.
Примеры включают:
- Проводящие добавки (углеродные нанотрубки, графен)
- Силановые связующие агенты
- Современные покрытия, такие как слои Al₂O₃, полученные методом ALD.
Эти методы лечения улучшают:
- Проводимость
- Структурная устойчивость
- Цикл жизни

Заключение
Производство сферических катодных материалов из фосфата лития-железа превратилось в высокотехнологичный промышленный процесс.
Она объединяет в себе множество передовых технологий, в том числе:
- Гранулирование методом распылительной сушки
- Высокотемпературное спекание
- Углеродное покрытие
- Jet milling and classification
- Модификация поверхности
Поскольку спрос на электромобили и системы хранения энергии продолжает расти, оптимизация процесса производства литий-железо-фосфатных аккумуляторов (LFP) останется критически важной для повышения производительности батарей и снижения производственных затрат.

Спасибо за прочтение. Надеюсь, моя статья вам поможет. Пожалуйста, оставьте комментарий ниже. Вы также можете связаться с представителем Zelda Online по любым вопросам.
— Опубликовано Эмили Чен