球状リン酸鉄リチウム(LiFePO₄またはLFP)は、現代のリチウムイオン電池で使用される最も重要な正極材料の一つです。優れた安全性、長いサイクル寿命、そして熱安定性により、電気自動車、エネルギー貯蔵システム、電動工具などに広く応用されています。.
しかし、高性能な球状LFP正極材料を製造するには、材料科学、化学工学、粉末加工技術を組み合わせた複雑な製造プロセスが必要となる。.
この記事では、原料の選択から噴霧乾燥、焼結、超微粉砕までの球状リン酸鉄リチウムの工業生産プロセスの包括的な概要を説明します。.
1. 球状リン酸鉄リチウムが重要な理由
初期の世代の LFP 材料は、通常、不規則な粒子で構成されていたため、パフォーマンスにいくつかの制限が生じていました。.
従来のLFP粒子の問題点
- 低いタップ密度(0.8~1.2 g/cm³)
- 広い粒度分布
- 電極コーティング時のスラリーの安定性が低い
- 表面欠陥と副反応の増加
これらの要因により、リチウムイオン電池のエネルギー密度と製造の一貫性が制限されていました。.
球状LFP粒子の利点
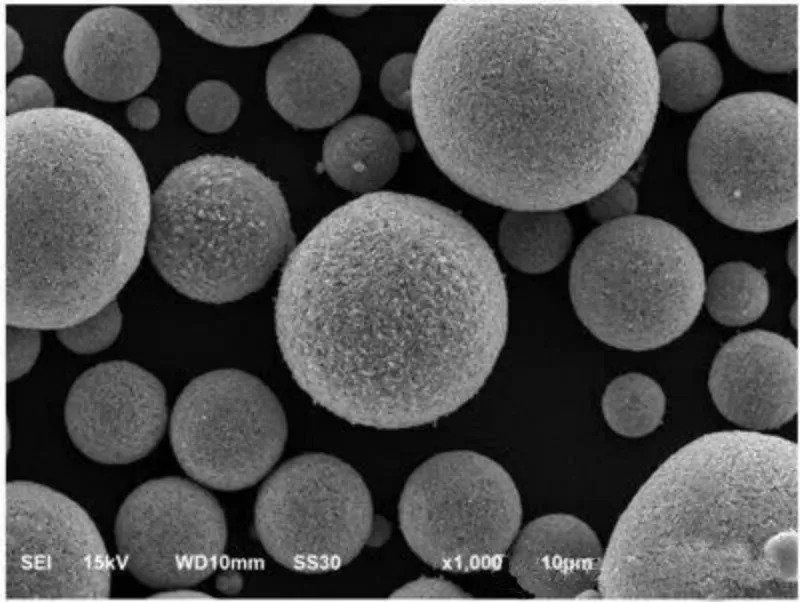
現代の LFP 材料は、ナノスケールの一次粒子で構成されたミクロンスケールの球状二次粒子として設計されています。.
この構造によりバッテリー性能が大幅に向上します。.
主な利点は次のとおりです:
- より高いタップ密度
- 電極の圧縮性向上
- スラリー分散の改善
- より安定した電気化学的性能
球状 LFP の一般的なパフォーマンス目標は次のとおりです。
| 財産 | 典型的なターゲット |
|---|---|
| タップ密度 | ≥1.4 g/cm³ |
| 圧縮密度 | ≥2.45 g/cm³ |
| 粒子サイズ | D10~D90: 3~25 μm |
| 比容量 | ≥155 mAh/g |
| サイクル寿命 | ≥2000サイクル |
2. 原材料と前駆物質の準備
鉄源の選択
鉄源の選択は、材料の性能と生産コストの両方を決定する上で重要な役割を果たします。.
シュウ酸第一鉄経路
利点:
- 高純度
- 優れた反応性
デメリット:
- 高コスト
- 分解中に有毒ガスが発生する
リン酸鉄経路
これは現在最も広く使用されている産業ルートです。.
利点:
- 成熟した生産技術
- 安定した製品品質
- 環境に優しいプロセス
ただし、結晶水分量と不純物レベルの厳密な管理が必要です。.
酸化鉄ルート
新たな低コストの選択肢。.
利点:
- 原材料費削減 30–40%
しかし、ミクロンスケールのFe₂O₃は、通常は高エネルギーの照射によってナノスケールの粒子に活性化されなければならない。 ボールミル.

リチウム源の選択
水酸化リチウム(LiOH) 炭酸リチウムよりも好まれる傾向が強まっている。.
理由は次のとおりです:
- 低融点(471℃)
- 焼結中の反応速度の高速化
- 結晶格子中のリチウム拡散の改善
典型的な水酸化リチウム粒子サイズ:
- D50: 3~5μm
- D90: ≤10 μm
3. スラリー調製と湿式粉砕
噴霧乾燥の前に、原材料を安定した前駆体スラリーに分散させる必要があります。.
このステップでは、最終的な LFP 粒子の均一性を決定します。.
主要なプロセスステップ
- 脱イオン水の準備
- 分散剤の添加
- 炭素源混合
- 鉄源とリン酸の添加
- リチウム源の添加
- 最終的な炭素源調整
湿式粉砕プロセス
工業生産では通常、多段ビーズミルが使用されます。.
主な制御パラメータは次のとおりです。
- スラリー温度≤45°C
- 溶存酸素 ≤0.5 ppm
- 粘度: 300~500 mPa·s
適切な粉砕により、マイクロおよびナノスケールでの均一な粒子分散が保証されます。.
4. スプレー乾燥造粒
球状粒子形成の核となるステップ
スプレー乾燥は、球状の前駆体粒子を製造するために使用される主要な技術です。.
このプロセス中に次のことが起こります。
- 前駆体スラリーは液滴に霧化されます。.
- 液滴は熱風で急速に乾燥します。.
- 固体の球状粒子が形成されます。.
スプレー乾燥システム
工業用 LFP スプレー ドライヤーの一般的な機能は次のとおりです。
- 塔の直径:6~8メートル
- 塔の高さ:10~12メートル
- 吸気温度:220~280℃
- 出口空気温度:90~110℃
結果として得られる粒子は通常、次のようになります。
- D50: 15~25μm
- 高い球形度
- 制御された内部多孔性
5. 高温焼結
焼結は、LiFePO₄ 結晶構造を形成する重要なステップです。.
また、カーボンコーティングも可能となり、電気伝導性が向上します。.
典型的な焼結温度プロファイル
ステージ1:
室温 → 350℃
水分と有機成分の除去
ステージ2:
350℃ → 550℃
非晶質前駆体相の形成
ステージ3:
550℃ → 700℃
主な結晶成長段階
ステージ4:
結晶構造を安定させるための制御された冷却
雰囲気制御
焼結プロセスは通常、窒素雰囲気中で行われます。.
一般的な条件は次のとおりです:
- 酸素含有量≤20ppm
- 窒素純度 ≥99.999%
これにより、高品質の LFP 結晶に不可欠な Fe²⁺ の酸化が防止されます。.
6. カーボンコーティング技術
純粋なLiFePO₄は 低い電子伝導性, なのでカーボンコーティング層が必要となります。.
一般的な炭素源
- スクロース
- ピッチ
- グルコース
- 有機ポリマー
典型的な 炭素含有量1.5~2.5% が使用されます。.
理想的なカーボンコーティング構造
- 厚さ: 5~15 nm
- 均一分布
- LFP粒子への強力な接着
適切なカーボンコーティングにより、レート性能とサイクル安定性が大幅に向上します。.
7. 超微粉砕と分級
焼結後、粒子は凝集体を形成することがよくあります。.
したがって、所望の粒度分布を得るためには、ジェットミルと空気分級が必要となる。.

ジェットミル システム
流動床ジェットミルが一般的に使用されます。.
一般的な動作パラメータ:
- 作動圧力:0.8~1.2 MPa
- 分級ホイール速度: 3000~5000 rpm
- 温度制御: ≤40°C
目的は、球形の二次粒子の完全性を維持しながら凝集体を分離することです。.
空気分類
通常は多段分類システムが使用されます。.
分類段階:
- 25μm → 研削のため戻す
- 10~25μm → 最終製品
- <3 μm → シード粒子としてリサイクル

8. 表面改質 品質管理
バッテリー性能をさらに向上させるために、表面改質技術を適用することもできます。.
例:
- 導電性添加剤(カーボンナノチューブ、グラフェン)
- シランカップリング剤
- ALD Al₂O₃層などの高度なコーティング
これらの治療法により、以下のことが改善されます。
- 伝導率
- 構造安定性
- サイクル寿命

結論
球状リン酸鉄リチウム正極材料の製造は、高度に洗練された工業プロセスへと進化しました。.
次のような複数の高度なテクノロジーを組み合わせています。
- スプレー乾燥造粒
- 高温焼結
- カーボンコーティング
- ジェットミル加工と分級
- 表面改質
電気自動車とエネルギー貯蔵システムの需要が拡大し続ける中、バッテリー性能の向上と製造コストの削減には、LFP 製造プロセスの最適化が引き続き重要になります。.

読んでいただきありがとうございます。この記事がお役に立てれば幸いです。ぜひ下のコメント欄にご意見をお寄せください。また、ご質問等ございましたら、Zeldaのオンラインカスタマーサポートまでお問い合わせください。
— 投稿者 エミリー・チェン