In the field of lithium-ion battery cathode materials, NCM (nickel-cobalt-manganese ternary layered oxide, LiNiₓCoᵧMnzO₂) has become one of the mainstream choices for electric vehicle power batteries due to its high energy density, good cycling stability, and relatively low cost. With the trends toward high-nickel content (Ni ≥ 80%) and single-crystal/nanocrystallization, reducing the D50 (median volume particle size) of NCM materials to below 1 μm (even in the 0.2–1.0 μm range) has emerged as a key strategy for significantly improving rate performance.
Ultr-fine particle size can dramatically shorten lithium-ion and electron transport pathways, reduce interfacial impedance, enhance fast charge-discharge capability, and to some extent mitigate particle pulverization during cycling. However, as a typical layered structure material (R-3m space group), the crystal structure of NCM is extremely sensitive to mechanical stress. Traditional high-energy mechanical crushing methods, such as high-energy ball milling, easily introduce lattice distortion, interlayer slippage, cation mixing (Li/Ni disorder), oxygen vacancies, and even local phase transitions, resulting in decreased initial Coulombic efficiency, accelerated voltage decay, and shortened cycle life.
Therefore, achieving D50 < 1 μm while preserving crystal structure integrity as much as possible has become the core technical challenge in ultrafine pulverization processes for NCM.
Why is D50 < 1 μm so important for NCM Ultrafine Pulverization?
Conventional commercial NCM523/622 typically has D50 in the 6–10 μm range, while high-nickel NCM811/NCA tends to be 3–8 μm, mainly to ensure mechanical stability during cycling. However, studies show that when D50 is reduced below 1 μm:
- Lithium-ion diffusion paths are shortened to the submicron level, improving rate capability by 2–5 times (especially at ≥5C rates).
- Increased specific surface area promotes electrolyte wetting and reduces polarization.
- Helps suppress intergranular crack propagation and pulverization of secondary particles under high voltage.
- For certain special applications (fast-charging batteries, composite cathodes for solid-state batteries), D50 in the 0.3–0.8 μm range has become a target.
The challenge lies in the fact that most NCM precursors (co-precipitated hydroxides) form secondary particles of 5–15 μm after sintering. Crushing these entirely to D50 < 1 μm requires extremely high mechanical energy input, which readily destroys the ordered layered structure.
Limitations of Traditional Mechanical Pulverization Methods
Planetary high-energy ball milling and stirred bead milling (attritor/bead mill) are the most commonly used ultra-fine grinding methods in laboratories. They achieve particle breakage through high-frequency collisions between grinding media (ZrO₂ or Al₂O₃ beads) and particles.
- Advantages: Mature equipment, suitable for wet processing, easy addition of dispersants.
- Disadvantages: Excessive impact + shear forces. Literature shows that after several hours of milling, XRD main peaks of NCM broaden significantly, the (003)/(104) intensity ratio decreases, indicating increased interlayer spacing along the c-axis and aggravated Li/Ni disorder. TEM observations frequently reveal local disordering or even amorphization of the layered structure, leading to accelerated capacity fade.
Therefore, relying solely on ball mill makes it difficult to maintain crystal structure integrity when reaching D50 < 1 μm.
Core Strategies for Low-Damage NCM UltraFine Pulverization
To achieve low-damage grinding, optimization must occur along three dimensions: reducing single-impact energy, increasing collision frequency, and controlling stress type. The current mainstream feasible industrial and academic approaches include:
1. Fluidized Bed Opposed Jet Mill / Fluidized Bed Counter Jet Mill
This is currently the most mature industrial method for achieving NCM D50 < 1 μm with minimal crystal damage.
- Principle: Material is accelerated in high-speed gas flow (compressed air or nitrogen, 0.6–1.2 MPa) and broken by particle-to-particle collisions through opposed nozzles, with virtually no grinding media contamination and minimal shear force.
- Advantages:
- Primarily impact-based; stress concentrates at internal defects, reducing interlayer slippage.
- Precise classification (built-in turbine classifier) enables one-pass production of D50 0.4–0.9 μm and D90 < 2 μm distributions.
- Temperature controllable (cold gas or liquid nitrogen cooling possible), avoiding local overheating that induces oxygen release.
- Optimization points:
- Feed particle size pre-controlled at D50 3–8 μm (light pre-crushing).
- Multi-stage opposed jet design to reduce single-collision energy.
- Gas-to-solid ratio controlled at 5–12 kg/kg to avoid over-fluidization and agglomeration.
- Addition of trace grinding aids/dispersants (e.g., lithium stearate, small amounts of PVDF) to reduce agglomeration.
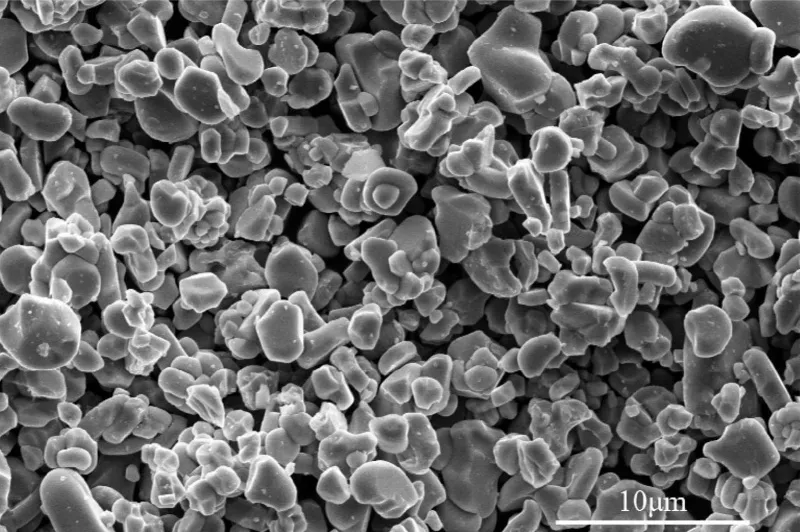
- Real-world cases: Several battery material manufacturers have achieved NCM811 with D50 ≈ 0.6–0.8 μm, XRD FWHM increase <15%, (003) peak intensity maintained >95% of original value, demonstrating controllable crystal damage.
2. Supercritical Fluid or Steam-Assisted Jet Mill
Some cutting-edge processes introduce supercritical CO₂ or superheated steam as the medium to further reduce damage.
- Supercritical CO₂ offers high density and low viscosity for more uniform energy transfer.
- Steam jets can achieve finer sizes (D50 < 0.5 μm) while passivating fresh surfaces and reducing subsequent oxidation.
3. Wet Ultra-Fine Stirred Milling + Cryogenic + Surface Protection
Although wet ball mill causes greater damage, the following combinations can significantly reduce it:
- Use of ultra-fine ZrO₂ beads (0.05–0.2 mm), line speed controlled at 8–12 m/s.
- Cryogenic cooling (slurry temperature <15°C) to suppress mechanically induced thermal structural changes.
- Addition of crystal protectants: small amounts of Li₂CO₃, LiOH, phosphates, borates, etc., forming thin protective layers on surfaces during grinding to inhibit crack propagation.
- Staged grinding: coarse grinding to D50 ≈ 2 μm first, then fine grinding to target, avoiding excessive one-time energy input.
- Post-treatment: spray drying + short-time low-temperature annealing (400–600°C) to relieve minor lattice stress.

4. Precursor Design Co-optimized with Pulverization (Pre-pulverization Concept)
A recent emerging strategy involves introducing “pre-pulverization” before/during co-precipitation or sintering.
- Liquid explosive infiltration: uses rapid gas-generating decomposition to pre-crack secondary particles, followed by gentle mechanical dispersion.
- Controlled sintering to produce “weakly connected” secondary particles (meso-structure engineering) that are easier to disperse into primary particles with low energy.
- Single-crystal NCM route: direct synthesis of single-crystal particles (D50 already 1–3 μm), avoiding secondary particle crushing, followed by surface modification or light size reduction.
Characterization and Quantification of Crystal Structure Protection
To verify whether crystal damage has occurred after pulverization, multi-dimensional characterization is required:
- XRD: (003)/(104) intensity ratio, c/a value, FWHM changes.
- Raman: A1g and Eg peak shifts and intensity ratios, indicating Ni²⁺ migration.
- TEM/HRTEM: observe continuity of layered fringes, presence of amorphous regions.
- XPS: Ni 2p, O 1s to assess surface reconstruction degree.
- Electrochemical: initial efficiency, dQ/dV curves (sharpness of H2–H3 phase transition peak), post-cycling impedance.
Targets: At D50 < 1 μm, XRD FWHM increase <20%, initial efficiency >92%, capacity retention >85% after 300 cycles (4.3 V).
Conclusion
The core to achieving ultrafine NCM pulverization to D50 < 1 μm without significant crystal damage lies in low impact energy density + high collision frequency + in-situ surface protection. The most mature and scalable path at present is the opposed jet fluidized bed jet mill, combined with precursor optimization and additives, which has already achieved mass production in multiple material plants.
In the future, with the widespread adoption of single-crystal NCM and high-nickel materials, the industry may further shift toward “minimal or zero pulverization” synthesis routes (e.g., direct control of primary particle size to 200–800 nm single crystals), completely avoiding mechanical damage issues.
Nevertheless, driven by the demand for higher energy density, ultra-fine NCM with D50 < 1 μm will remain an important direction for fast-charging and high-power batteries over the next 5–10 years. Process engineers must continue to seek the optimal balance between pulverization efficiency and structural integrity — this remains one of the most challenging and valuable topics in NCM materials engineering.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact Zelda online customer representative for any further inquiries.”
— Posted by Emily Chen