리튬 이온 배터리 양극 소재 분야에서 NCM(니켈-코발트-망간 삼원계 산화물, LiNiₓCoᵧMnzO₂)은 높은 에너지 밀도, 우수한 사이클 안정성, 그리고 비교적 저렴한 비용으로 인해 전기 자동차용 배터리의 주요 소재 중 하나로 자리 잡았습니다. 고니켈 함량(Ni ≥ 80%) 및 단결정/나노결정화 추세에 따라 D50(중간 부피)을 낮추는 것이 중요해지고 있습니다. 입자 크기NCM 소재의 크기를 1μm 미만(심지어 0.2~1.0μm 범위)으로 줄이는 것이 속도 성능을 크게 향상시키는 핵심 전략으로 떠오르고 있습니다.
초미세 입자 크기는 리튬 이온 및 전자의 이동 경로를 획기적으로 단축하고, 계면 임피던스를 감소시키며, 고속 충방전 성능을 향상시키고, 충방전 과정에서 입자 파쇄를 어느 정도 완화할 수 있습니다. 그러나 전형적인 층상 구조 물질(R-3m 공간군)인 NCM의 결정 구조는 기계적 스트레스에 매우 민감합니다. 고에너지 볼 밀링과 같은 기존의 고에너지 기계적 분쇄 방법은 격자 왜곡, 층간 미끄러짐, 양이온 혼합(Li/Ni 무질서), 산소 결함, 심지어 국부적인 상전이까지 쉽게 유발하여 초기 쿨롱 효율 감소, 전압 강하 가속화 및 수명 단축을 초래합니다.
따라서, 달성하다 D50 < 1 μm 결정 구조의 무결성을 최대한 보존하는 것이 핵심적인 기술적 과제가 되었지만, 초미세 분쇄 NCM을 위한 프로세스.
NCM 초미세 분쇄에서 D50 < 1 μm가 왜 그렇게 중요한가요?
일반적인 상용 NCM523/622는 일반적으로 D50 값이 6~10μm 범위에 있는 반면, 고니켈 NCM811/NCA는 주로 충방전 과정에서의 기계적 안정성을 확보하기 위해 3~8μm 범위에 있는 경향이 있습니다. 그러나 연구 결과에 따르면 D50 값이 1μm 미만으로 감소하면 다음과 같은 결과가 나타납니다.
- 리튬 이온 확산 경로가 서브마이크론 수준으로 단축되어 속도 성능이 2~5배 향상됩니다(특히 5C 이상의 속도에서).
- 표면적이 증가하면 전해질의 젖음성이 향상되고 분극 현상이 감소합니다.
- 고전압 조건에서 입자간 균열 전파 및 이차 입자의 분쇄를 억제하는 데 도움이 됩니다.
- 특정 특수 용도(고속 충전 배터리, 고체 배터리용 복합 양극)의 경우 0.3~0.8μm 범위의 D50이 목표로 삼아지고 있습니다.
문제는 대부분의 NCM 전구체(공침 수산화물)가 소결 후 5~15μm 크기의 2차 입자를 형성한다는 점입니다. 이러한 입자를 D50 < 1μm까지 완전히 분쇄하려면 매우 높은 기계적 에너지가 필요하며, 이는 질서정연한 층상 구조를 쉽게 파괴합니다.
기존 기계적 분쇄 방법의 한계점
행성형 고에너지 볼 밀링 그리고 교반 비드 밀링 (애트리터/비드 밀)은 실험실에서 가장 일반적으로 사용되는 초미세 분쇄 방법입니다. 이 방법은 분쇄 매체(ZrO₂ 또는 Al₂O₃ 비드)와 입자 사이의 빈번한 충돌을 통해 입자를 파쇄합니다.
- 장점: 안정적인 설비, 습식 공정에 적합, 분산제 첨가 용이.
- 단점: 과도한 충격 및 전단력. 문헌에 따르면 수 시간 동안 밀링 후 NCM의 XRD 주요 피크가 크게 넓어지고 (003)/(104) 강도 비율이 감소하는데, 이는 c축을 따라 층간 간격이 증가하고 Li/Ni 무질서가 악화되었음을 나타냅니다. TEM 관찰에서는 층상 구조의 국부적인 무질서 또는 비정질화가 자주 나타나며, 이는 용량 감소를 가속화합니다.
따라서, 오직 ~에만 의존하는 것은 볼밀 D50 < 1 μm에 도달하면 결정 구조의 무결성을 유지하기가 어려워집니다.
저손상 NCM 초미세 분쇄를 위한 핵심 전략
손상을 최소화하는 연삭을 달성하려면 세 가지 차원에서 최적화가 이루어져야 합니다. 단일 충격 에너지 감소, 충돌 빈도 증가, 그리고 스트레스 유형 제어. 현재 주류를 이루는 실현 가능한 산업 및 학계 접근 방식은 다음과 같습니다.
1. 유동층 대향 제트 밀 유동층 역분사 밀 /
이는 현재 결정 손상을 최소화하면서 NCM D50 < 1 μm를 달성하는 가장 성숙한 산업적 방법입니다.
- 원리: 고속 가스 흐름(압축 공기 또는 질소, 0.6~1.2 MPa)에서 재료가 가속되고, 마주 보는 노즐을 통과하면서 입자 간 충돌에 의해 파쇄됩니다. 이 과정에서 연삭 매체의 오염이 거의 발생하지 않고 전단력도 최소화됩니다.
- 장점:
- 주로 충격에 기반하며, 응력이 내부 결함에 집중되어 층간 미끄러짐을 줄입니다.
- 정밀한 분류(내장형 터빈 분류기)를 통해 D50 0.4–0.9 μm 및 D90 < 2 μm 분포를 한 번의 공정으로 생산할 수 있습니다.
- 온도 조절 가능(냉각 가스 또는 액체 질소 냉각 가능), 산소 방출을 유발하는 국부적인 과열 방지.
- 최적화 지점:
- 공급 원료의 입자 크기는 D50 3~8μm로 사전 제어되었습니다(가벼운 사전 분쇄).
- 다단계 대향 제트 엔진 설계로 단일 충돌 에너지를 줄였습니다.
- 과도한 유동화 및 응집을 방지하기 위해 기체 대 고체 비율을 5~12kg/kg으로 조절합니다.
- 응집을 줄이기 위해 소량의 분쇄 보조제/분산제(예: 스테아르산리튬, 소량의 PVDF)를 첨가합니다.
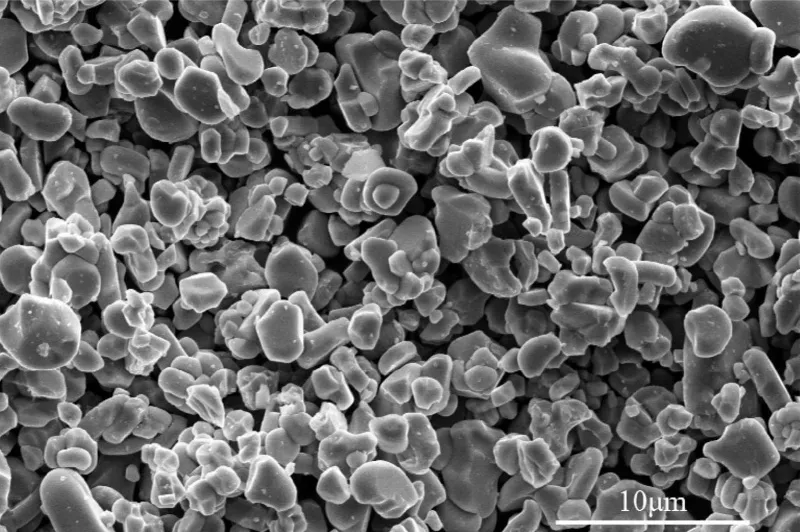
- 실제 사례: 여러 건 배터리 소재 제조업체는 D50 ≈ 0.6–0.8 μm, XRD FWHM 증가 <15%, (003) 피크 강도가 원래 값의 >95%로 유지되는 NCM811을 달성하여 제어 가능한 결정 손상을 입증했습니다.
2. 초임계 유체 또는 증기 보조 제트 밀
일부 최첨단 공정에서는 손상을 더욱 줄이기 위해 초임계 CO₂ 또는 과열 증기를 매체로 사용합니다.
- 초임계 CO₂는 높은 밀도와 낮은 점도를 제공하여 더욱 균일한 에너지 전달을 가능하게 합니다.
- 스팀 제트는 새 표면을 부동태화하고 후속 산화를 줄이면서 더 미세한 크기(D50 < 0.5 μm)를 얻을 수 있습니다.
3. 습식 초미세 교반 분쇄 + 극저온 처리 + 표면 보호
습식 볼밀은 더 큰 손상을 유발하지만, 다음과 같은 조합을 사용하면 손상을 크게 줄일 수 있습니다.
- 초미세 ZrO₂ 비드(0.05~0.2mm)를 사용하고, 라인 속도는 8~12m/s로 제어합니다.
- 기계적 충격으로 인한 열 구조 변화를 억제하기 위해 극저온 냉각(슬러리 온도 <15°C)을 실시합니다.
- 결정 보호제 첨가: 소량의 Li₂CO₃, LiOH, 인산염, 붕산염 등이 연삭 과정에서 표면에 얇은 보호막을 형성하여 균열 전파를 억제합니다.
- 단계별 분쇄: 먼저 D50 ≈ 2 μm까지 조대 분쇄한 다음, 목표 크기에 도달할 때까지 미세 분쇄하여 과도한 일회성 에너지 투입을 방지합니다.
- 후처리: 분무 건조 + 단시간 저온 어닐링(400~600°C)을 통해 미미한 격자 응력을 완화합니다.

4. 분쇄 공정과 함께 최적화된 전구체 설계 (분쇄 전 개념)
최근 새롭게 떠오르는 전략은 공침전 또는 소결 전/중에 "사전 분쇄"를 도입하는 것입니다.
- 액체 폭발물 침투법: 급속한 가스 발생 분해를 이용하여 2차 입자를 사전 파쇄한 후, 부드러운 기계적 분산을 수행합니다.
- 제어된 소결을 통해 "약하게 연결된" 2차 입자를 생성하여 낮은 에너지로 1차 입자에 더 쉽게 분산시킬 수 있습니다(중간 구조 엔지니어링).
- 단결정 NCM 경로: 2차 입자 분쇄를 피하고 단결정 입자(D50 이미 1~3μm)를 직접 합성한 후 표면 개질 또는 가벼운 크기 축소를 수행합니다.
결정 구조 보호의 특성 분석 및 정량화
분쇄 후 결정 손상이 발생했는지 여부를 확인하려면 다차원적 특성 분석이 필요합니다.
- XRD: (003)/(104) 강도 비율, c/a 값, FWHM 변화.
- 라만A1g 및 Eg 피크 이동 및 강도 비율은 Ni²⁺ 이동을 나타냅니다.
- TEM/HRTEM층상 무늬의 연속성과 비정형 영역의 존재를 관찰합니다.
- XPS표면 재구성 정도를 평가하기 위해 Ni 2p, O 1s를 분석합니다.
- 전기화학: 초기 효율, dQ/dV 곡선(H2-H3 상전이 피크의 선명도), 사이클링 후 임피던스.
목표: D50 < 1 μm, XRD FWHM 증가 <20%, 초기 효율 >92%, 300회 사이클 후 용량 유지율 >85% (4.3V).
결론
결정 손상 없이 D50 < 1 μm의 초미세 NCM 분쇄를 달성하는 핵심은 낮은 충격 에너지 밀도 + 높은 충돌 빈도 + 현장 표면 보호에 있습니다. 현재 가장 성숙하고 확장성이 뛰어난 방식은 대향 제트 방식입니다. 유동층 제트 밀, 전구체 최적화 및 첨가제와 결합된 이 기술은 이미 여러 소재 공장에서 대량 생산을 달성했습니다.
향후 단결정 NCM 및 고니켈 소재의 광범위한 채택이 이루어짐에 따라, 업계는 기계적 손상 문제를 완전히 배제하고 "최소 또는 무분쇄" 합성 방식(예: 200~800nm 단결정으로 1차 입자 크기를 직접 제어)으로 더욱 전환할 가능성이 있습니다.
그럼에도 불구하고, 더 높은 에너지 밀도에 대한 수요에 힘입어 D50 < 1 μm의 초미세 NCM은 향후 5~10년 동안 고속 충전 및 고출력 배터리 분야에서 중요한 연구 방향으로 남을 것입니다. 공정 엔지니어는 분쇄 효율과 구조적 안정성 사이의 최적 균형을 지속적으로 모색해야 하며, 이는 NCM 소재 공학에서 가장 도전적이고 가치 있는 과제 중 하나입니다.

읽어주셔서 감사합니다. 제 글이 도움이 되셨으면 좋겠습니다. 아래에 댓글을 남겨주세요. 추가 문의 사항은 젤다 온라인 고객 담당자에게 연락하실 수도 있습니다.
— 게시자 에밀리 첸