Lityum iyon pil katot malzemeleri alanında, NCM (nikel-kobalt-manganez üçlü katmanlı oksit, LiNiₓCoᵧMnzO₂), yüksek enerji yoğunluğu, iyi çevrim kararlılığı ve nispeten düşük maliyeti nedeniyle elektrikli araç güç pilleri için ana akım seçeneklerden biri haline gelmiştir. Yüksek nikel içeriğine (Ni ≥ 80%) ve tek kristal/nanokristalizasyona yönelik eğilimlerle birlikte, D50'nin (ortalama hacim) azaltılması hedeflenmektedir. parçacık boyutuNCM malzemelerinin 1 μm'nin altına (hatta 0,2–1,0 μm aralığına) indirilmesi, hız performansını önemli ölçüde iyileştirmek için kilit bir strateji olarak ortaya çıkmıştır.
Ultra ince parçacık boyutu, lityum iyon ve elektron taşıma yollarını önemli ölçüde kısaltabilir, arayüz empedansını azaltabilir, hızlı şarj-deşarj yeteneğini artırabilir ve bir ölçüde döngü sırasında parçacık ufalanmasını hafifletebilir. Bununla birlikte, tipik bir katmanlı yapı malzemesi (R-3m uzay grubu) olarak, NCM'nin kristal yapısı mekanik strese karşı son derece hassastır. Yüksek enerjili bilyalı öğütme gibi geleneksel yüksek enerjili mekanik kırma yöntemleri, kafes bozulmasına, katmanlar arası kaymaya, katyon karışımına (Li/Ni düzensizliği), oksijen boşluklarına ve hatta yerel faz geçişlerine kolayca neden olarak, başlangıçtaki Coulomb verimliliğinin azalmasına, voltaj düşüşünün hızlanmasına ve döngü ömrünün kısalmasına yol açar.
Dolayısıyla, başarmak D50 < 1 μm Kristal yapısının bütünlüğünü olabildiğince korumak, temel teknik zorluk haline gelmiştir. ultra ince toz haline getirme NCM için süreçler.
NCM Ultra İnce Tozlaştırma için D50 < 1 μm neden bu kadar önemli?
Geleneksel ticari NCM523/622'nin D50 değeri tipik olarak 6-10 μm aralığındayken, yüksek nikel içerikli NCM811/NCA'nın D50 değeri, esas olarak döngü sırasında mekanik stabiliteyi sağlamak için 3-8 μm aralığında olma eğilimindedir. Bununla birlikte, çalışmalar D50'nin 1 μm'nin altına düşürüldüğünde şunların olduğunu göstermektedir:
- Lityum iyonu difüzyon yolları mikron altı seviyeye kadar kısaltılarak, özellikle ≥5C hızlarında, hız kapasitesi 2-5 kat artırılır.
- Artan özgül yüzey alanı, elektrolitin ıslanmasını kolaylaştırır ve polarizasyonu azaltır.
- Yüksek voltaj altında taneler arası çatlak yayılımını ve ikincil parçacıkların ufalanmasını engellemeye yardımcı olur.
- Bazı özel uygulamalar için (hızlı şarj pilleri, katı hal piller için kompozit katotlar), 0,3–0,8 μm aralığındaki D50 değeri hedef haline gelmiştir.
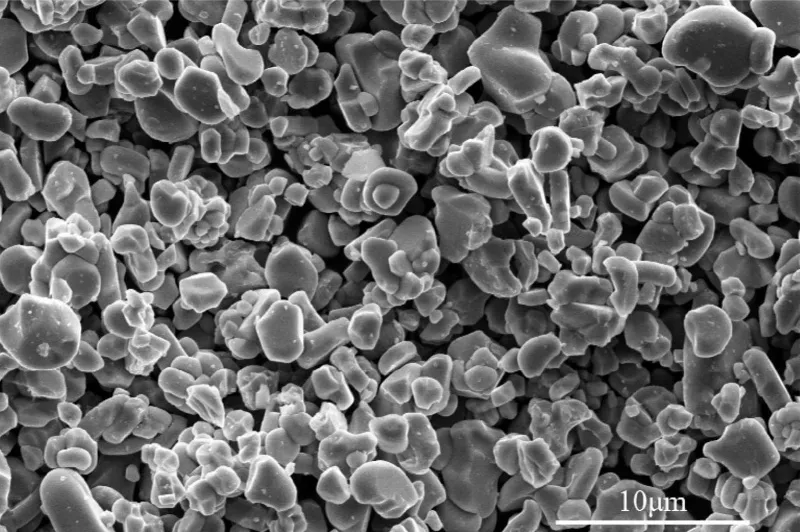
Buradaki zorluk, çoğu NCM öncülünün (birlikte çöktürülen hidroksitler) sinterleme sonrasında 5-15 μm'lik ikincil parçacıklar oluşturmasından kaynaklanmaktadır. Bunların tamamen D50 < 1 μm'ye kadar ezilmesi, son derece yüksek mekanik enerji girdisi gerektirir ve bu da düzenli katmanlı yapıyı kolayca tahrip eder.
Geleneksel Mekanik Öğütme Yöntemlerinin Sınırlamaları
Gezegensel yüksek enerjili bilyalı öğütme Ve karıştırmalı boncuklu öğütme (Attritor/boncuklu değirmen) laboratuvarlarda en yaygın kullanılan ultra ince öğütme yöntemleridir. Öğütme ortamı (ZrO₂ veya Al₂O₃ boncukları) ve parçacıklar arasında yüksek frekanslı çarpışmalar yoluyla parçacık kırılması sağlarlar.
- Avantajları: Olgun ekipman, ıslak işlemeye uygun, dağıtıcı maddelerin kolayca eklenmesi.
- Dezavantajları: Aşırı darbe + kesme kuvvetleri. Literatür, birkaç saatlik öğütmeden sonra NCM'nin XRD ana piklerinin önemli ölçüde genişlediğini, (003)/(104) yoğunluk oranının azaldığını, bunun da c ekseni boyunca katmanlar arası mesafenin arttığını ve Li/Ni düzensizliğinin kötüleştiğini gösterdiğini ortaya koymaktadır. TEM gözlemleri sıklıkla katmanlı yapının yerel düzensizliğini veya hatta amorflaşmasını ortaya koyarak kapasite kaybının hızlanmasına yol açmaktadır.
Bu nedenle, yalnızca şuna güvenmek bilyalı değirmen D50 < 1 μm değerine ulaşıldığında kristal yapısının bütünlüğünü korumak zorlaşır.
Düşük Hasarlı NCM Ultra İnce Tozlaştırma İçin Temel Stratejiler
Hasarı en aza indiren taşlama işlemi için optimizasyon üç boyutta gerçekleştirilmelidir: tek seferlik enerji tüketimini azaltmak, çarpışma sıklığının artması, Ve stres türünü kontrol etme. Günümüzde yaygın olarak uygulanan endüstriyel ve akademik yaklaşımlar şunlardır:
1. Akışkan Yataklı Karşıt Jet Değirmeni / Akışkan Yataklı Karşı Jet Değirmeni
Bu, şu anda minimum kristal hasarıyla NCM D50 < 1 μm elde etmek için en gelişmiş endüstriyel yöntemdir.
- Prensip: Malzeme, yüksek hızlı gaz akışında (sıkıştırılmış hava veya azot, 0,6–1,2 MPa) hızlandırılır ve zıt nozullar aracılığıyla parçacıklar arası çarpışmalarla parçalanır; bu işlemde öğütme ortamı kirlenmesi neredeyse hiç olmaz ve kesme kuvveti minimum düzeydedir.
- Avantajları:
- Esas olarak darbeye dayalıdır; gerilim iç kusurlarda yoğunlaşarak katmanlar arası kaymayı azaltır.
- Hassas sınıflandırma (dahili türbin sınıflandırıcı), D50 0,4–0,9 μm ve D90 < 2 μm dağılımlarının tek geçişte üretilmesini sağlar.
- Sıcaklık kontrol edilebilir (soğuk gaz veya sıvı azotla soğutma mümkün), oksijen salınımına neden olan yerel aşırı ısınmayı önler.
- Optimizasyon noktaları:
- Besleme parçacık boyutu D50 3–8 μm aralığında önceden kontrol edilmiştir (hafif ön kırma).
- Tek çarpışma enerjisini azaltmak için çok kademeli karşıt jet tasarımı.
- Aşırı akışkanlaşmayı ve topaklanmayı önlemek için gaz-katı oranı 5-12 kg/kg arasında kontrol edilir.
- Topaklanmayı azaltmak için eser miktarda öğütme yardımcı maddesi/dağıtıcı madde (örneğin, lityum stearat, az miktarda PVDF) eklenmesi.
- Gerçek dünya örnekleri: Birkaç tane pil malzemesi Üreticiler, D50 ≈ 0,6–0,8 μm, XRD FWHM artışı <15% ve (003) tepe yoğunluğunun orijinal değerin >95% üzerinde korunması ile NCM811'i elde ederek kontrol edilebilir kristal hasarını göstermiştir.
2. Süperkritik Akışkan veya Buhar Destekli Jet Değirmeni
Bazı son teknoloji ürünü işlemler, hasarı daha da azaltmak için ortam olarak süperkritik CO₂ veya aşırı ısıtılmış buhar kullanmaktadır.
- Süperkritik CO₂, daha homojen enerji transferi için yüksek yoğunluk ve düşük viskozite sunar.
- Buhar jetleri, taze yüzeyleri pasifleştirirken ve sonraki oksidasyonu azaltırken daha ince boyutlar (D50 < 0,5 μm) elde edebilir.
3. Islak Ultra İnce Karıştırmalı Öğütme + Kriyojenik + Yüzey Koruma
Islak bilyalı değirmen daha fazla hasara neden olsa da, aşağıdaki kombinasyonlar bu hasarı önemli ölçüde azaltabilir:
- Ultra ince ZrO₂ boncuklarının (0,05–0,2 mm) kullanımı, hat hızının 8–12 m/s arasında kontrol edilmesi.
- Mekanik olarak tetiklenen termal yapısal değişiklikleri bastırmak için kriyojenik soğutma (çamur sıcaklığı <15°C).
- Kristal koruyucu maddelerin eklenmesi: Taşlama sırasında yüzeylerde çatlak yayılımını engellemek için ince koruyucu tabakalar oluşturan az miktarda Li₂CO₃, LiOH, fosfatlar, boratlar vb.
- Aşamalı taşlama: önce D50 ≈ 2 μm'ye kadar kaba taşlama, ardından hedef boyuta kadar ince taşlama, böylece aşırı tek seferlik enerji girdisinden kaçınılır.
- Son işlem: Sprey kurutma + kısa süreli düşük sıcaklıkta tavlama (400–600°C) ile küçük kafes gerilimlerinin giderilmesi.

4. Öğütme İşlemiyle Birlikte Optimize Edilmiş Ön Madde Tasarımı (Ön Öğütme Konsepti)
Son zamanlarda ortaya çıkan bir strateji, eş çöktürme veya sinterleme işleminden önce/sırasında "ön tozlaştırma" uygulamasını içermektedir.
- Sıvı patlayıcı infiltrasyonu: İkincil parçacıkları önceden parçalamak için hızlı gaz üreten ayrışmayı kullanır, ardından nazik mekanik dağıtım uygulanır.
- Düşük enerjiyle birincil parçacıklara dağıtılması daha kolay olan "zayıf bağlantılı" ikincil parçacıklar üretmek için kontrollü sinterleme (mezo-yapı mühendisliği).
- Tek kristalli NCM yöntemi: İkincil parçacık ezilmesinden kaçınılarak, tek kristalli parçacıkların doğrudan sentezi (D50 zaten 1–3 μm), ardından yüzey modifikasyonu veya hafif boyut küçültme.
Kristal Yapı Korumasının Karakterizasyonu ve Nicelendirilmesi
Öğütme işleminden sonra kristal hasarının meydana gelip gelmediğini doğrulamak için çok boyutlu karakterizasyon gereklidir:
- XRD: (003)/(104) yoğunluk oranı, c/a değeri, FWHM değişiklikleri.
- Raman: A1g ve Eg tepe kaymaları ve yoğunluk oranları, Ni²⁺ göçünü göstermektedir.
- TEM/HRTEMKatmanlı saçakların sürekliliğini ve amorf bölgelerin varlığını gözlemleyin.
- XPSYüzey yeniden yapılandırma derecesini değerlendirmek için Ni 2p ve O 1s kullanılır.
- Elektrokimyasal: başlangıç verimliliği, dQ/dV eğrileri (H2–H3 faz geçiş tepe noktasının keskinliği), döngü sonrası empedans.
Hedefler: D50 < 1 μm'de, XRD FWHM artışı <20%, başlangıç verimliliği >92%, 300 döngüden sonra kapasite korunumu >85% (4,3 V).
Çözüm
Kristal hasarına yol açmadan D50 < 1 μm'ye kadar ultra ince NCM tozlaştırmayı başarmanın temelinde düşük darbe enerjisi yoğunluğu + yüksek çarpışma frekansı + yerinde yüzey koruması yatmaktadır. Şu anda en olgun ve ölçeklenebilir yöntem ise karşıt jet yöntemidir. akışkan yataklı jet değirmen, Ön madde optimizasyonu ve katkı maddeleriyle birleştiğinde, halihazırda birçok malzeme tesisinde seri üretime ulaşmıştır.
Gelecekte, tek kristalli NCM ve yüksek nikel içerikli malzemelerin yaygın olarak benimsenmesiyle, endüstri "minimal veya sıfır tozlaştırma" sentez yöntemlerine (örneğin, birincil parçacık boyutunun 200-800 nm tek kristallere doğrudan kontrolü) doğru daha da kayabilir ve mekanik hasar sorunlarından tamamen kaçınabilir.
Bununla birlikte, daha yüksek enerji yoğunluğuna olan talep nedeniyle, D50 < 1 μm olan ultra ince NCM, önümüzdeki 5-10 yıl içinde hızlı şarj ve yüksek güçlü piller için önemli bir yön olmaya devam edecektir. Proses mühendisleri, öğütme verimliliği ve yapısal bütünlük arasında en uygun dengeyi aramaya devam etmelidir; bu, NCM malzeme mühendisliğindeki en zorlu ve değerli konulardan biridir.

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Daha fazla bilgi için Zelda online müşteri temsilcisiyle de iletişime geçebilirsiniz."
— Gönderen Emily Chen