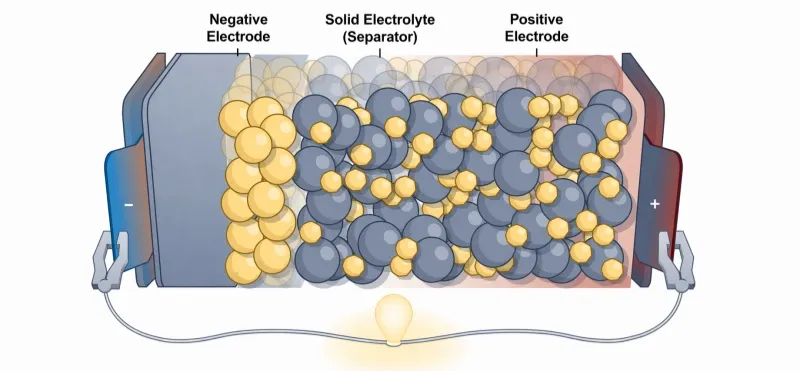
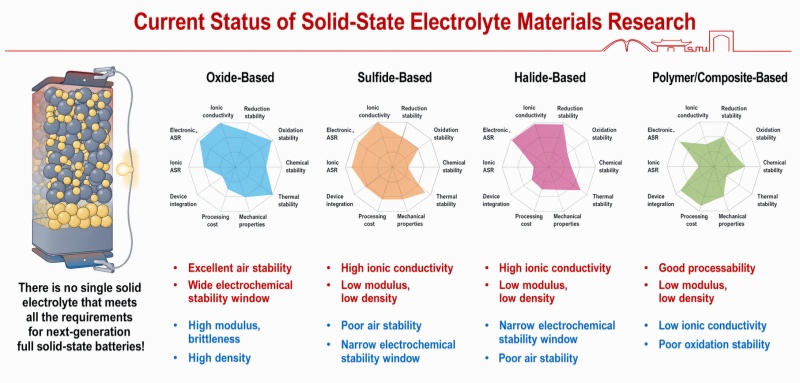
Nella ricerca e nell'industrializzazione delle batterie a stato solido (ASSB), gli elettroliti solidi inorganici (ISE) sono considerati i materiali chiave. Che appartengano al sistema degli ossidi (ad esempio, LLZO), al sistema dei solfuri (ad esempio, Li3PS4, Li10GeP2S12) o al sistema degli alogenuri, la loro morfologia fisica, la distribuzione delle dimensioni delle particelle e la superficie specifica determinano direttamente le prestazioni finali della batteria. Macinazione ultra fine—generalmente riferendosi al raggiungimento di scale micrometriche o addirittura nanometriche— è la strada necessaria per ottenere elettroliti solidi ad alte prestazioni. Nonostante l'emergere di nuove apparecchiature di macinazione, i mulini a sfere tradizionali (inclusi i mulini a sfere planetari e i mulini a sfere a tamburo) rimangono la scelta principale nella ricerca e nella produzione industriale. Sono preferiti per il loro basso costo, la semplicità di funzionamento e la densità di energia regolabile. Questo articolo esplorerà in dettaglio come utilizzare i processi di macinazione a sfere tradizionali per ottenere una macinazione ultrafine efficiente di elettroliti solidi inorganici.
1. Perché gli elettroliti solidi inorganici necessitano di una macinazione ultrafine?
Prima di addentrarci nel processo, dobbiamo comprenderne lo scopo. Nel caso degli elettroliti solidi, ridurre la granulometria non significa semplicemente ottenere particelle "fini", ma piuttosto risolvere i seguenti problemi fondamentali:
- Riduzione dell'impedenza di interfacciaLe batterie a stato solido si basano sul contatto "solido-solido". Una dimensione delle particelle più piccola significa una maggiore superficie specifica. Quando miscelate con il materiale attivo del catodo, formano una rete di contatto più compatta. Ciò riduce significativamente l'impedenza di trasferimento di carica all'interfaccia.
- Miglioramento della densità della membrana elettroliticaDurante il processo di pressatura o colata in nastro, le polveri ultrafini presentano un numero inferiore di pori. Ciò si traduce in una maggiore densità, che impedisce efficacemente la penetrazione dei dendriti di litio.
- Promuovere la cinetica di reazionePer i materiali che richiedono un successivo trattamento termico, l'ultra-finitura riduce la distanza di diffusione atomica. Ciò può abbassare la temperatura di sinterizzazione o ridurre il tempo di reazione.
2. Meccanismi fisici dei metodi tradizionali Molitura a sfere
Il processo di macinazione a sfere non consiste semplicemente nel "frantumare" i materiali. Coinvolge complesse azioni meccanico-chimiche. Le forze principali includono:
- Forza d'impattoLe sfere cadono dall'alto o collidono con il materiale a causa della forza centrifuga. Ciò genera un'enorme pressione istantanea, che provoca la rottura delle particelle.
- Forza di taglioSi tratta dell'effetto di macinazione prodotto dallo scorrimento relativo tra le sfere e tra le sfere e la parete del mulino.
- Attrito: Ad alti tassi di riempimento, l'attrito causato dalla compressione del materiale da parte delle sfere contribuisce all'effetto di macinazione.
Nel caso di elettroliti solidi inorganici, soprattutto ossidi o solfuri fragili che sono morbidi ma facilmente deformabili, bilanciare le forze di taglio e di impatto è fondamentale per ottenere una macinazione ultrafine.
3. Regolazione dei parametri chiave del processo per una macinazione efficiente
Per massimizzare l'efficienza di un mulino a sfere tradizionale, è necessario controllare con precisione le seguenti variabili:
3.1 Rapporto tra sfere e polvere (BPR) e velocità di riempimento
Il BPR si riferisce al rapporto di massa tra i mezzi di macinazione (sfere) e il materiale (polvere).
- Suggerimento per l'efficienzaPer la macinazione ultrafine, si utilizza solitamente un elevato rapporto BPR (ad esempio, 20:1 o addirittura 40:1).
- LogicaUn numero maggiore di sfere comporta una maggiore frequenza di impatti sul materiale per unità di tempo. Tuttavia, un rapporto eccessivamente elevato lascia uno spazio insufficiente nel contenitore, il che può ostacolare il movimento delle sfere.
3.2 Configurazione dimensionale dei mezzi di macinazione
“La "selezione granulometrica" è l'essenza della macinazione ultrafine.
- Palline grandi per modellareLe sfere di grandi dimensioni possiedono un'elevata energia cinetica. Sono responsabili della disgregazione iniziale di grandi blocchi di materiale.
- Palline piccole per macinazione fineQuando le particelle si riducono a livello micrometrico, gli spazi tra le sfere più grandi diventano troppo ampi e il materiale "scivola attraverso". A questo punto, è necessario un gran numero di sfere più piccole (ad esempio, da 0,1 mm a 0,5 mm) per aumentare i punti di contatto e ottenere la grigliatura finale su scala nanometrica.
- Metodo della palla graduataSi raccomanda di utilizzare una combinazione graduale di diametri che vanno da 10 mm fino a 1 mm o meno.
3.3 Ottimizzazione della velocità di rotazione
Più veloce non è sempre meglio.
- Velocità criticaSe la rotazione è troppo rapida, la forza centrifuga mantiene le sfere bloccate contro la parete del recipiente. Non cadono e l'efficienza di macinazione si riduce a zero.
- Zona di efficienzaSolitamente impostata tra 70% e 85% della velocità critica. In questo intervallo, le sfere producono un "movimento a cascata", creando la massima energia d'impatto.
4. Macinazione a secco vs. macinazione a umido: come scegliere?

Questa è la scelta più comune che si presenta quando si implementa la macinazione ultrafine.
Macinazione a secco
- VantaggiProcesso semplice. Non è necessaria la successiva rimozione del solvente. Nessun rischio di degradazione chimica indotta dai solventi.
- Svantaggi: Grave agglomerazione. Quando la polvere raggiunge una certa finezza, le forze intermolecolari (forze di Van der Waals) fanno sì che le particelle si riaggruppino formando grumi. Questo crea un collo di bottiglia in cui la polvere non può essere ulteriormente fine.
- Applicazione: Frantumazione iniziale o materiali estremamente sensibili a tutti i solventi.
macinazione a umido
- VantaggiIl mezzo liquido disperde efficacemente la polvere e previene l'agglomerazione. Il liquido agisce come "coadiuvante di macinazione" riducendo l'energia superficiale delle particelle. L'efficienza di macinazione può essere diverse volte superiore rispetto alla macinazione a secco.
- Punto chiave: Selezione del solvente.
- Per elettroliti solfuro, È necessario utilizzare solventi anidri non polari (ad esempio, eptano, toluene, xilene). In caso contrario, si verificherà una violenta idrolisi.
- Per ossidi (ad esempio, LLZO), bisogna fare attenzione alle reazioni di scambio protonico (scambio Li+/H+). In genere si sceglie isopropanolo anidro o etanolo.
5. Tecniche avanzate per superare i “colli di bottiglia dell’efficienza”
In pratica, anche con parametri corretti, l'efficienza di macinazione può stabilizzarsi. Ecco alcuni metodi per superare questo limite:
5.1 Aggiunta di coadiuvanti per la macinazione
L'aggiunta di piccole quantità di tensioattivi o di specifiche molecole organiche può essere d'aiuto. Queste molecole si adsorbono sulla superficie delle fessure tra le particelle, impedendone la riparazione. Inoltre, riducono l'attrazione elettrostatica tra le particelle. Questo metodo è particolarmente efficace nella macinazione a secco.
5.2 Gestione della densità energetica: fresatura intermittente
La macinazione continua ad alta velocità genera una notevole quantità di calore. Nel caso di elettroliti solidi a base di solfuri, il calore può causare l'ammorbidimento del materiale o addirittura una transizione di fase (dallo stato cristallino a quello vetroso).
- StrategiaUtilizza un ciclo come "10 minuti di molatura seguiti da 5 minuti di riposo". Abbina questo a un sistema di raffreddamento ad acqua. In questo modo il materiale rimane sotto stress anche a basse temperature, sfruttandone la fragilità per una rottura rapida.
5.3 Abbinamento dei materiali: evitare la contaminazione
L'usura delle sfere e del contenitore è inevitabile durante la macinazione ultrafine.
- PrincipioLa durezza dei corpi abrasivi deve essere superiore a quella del materiale.
- Scelta migliore: Zirconia (ZrO₂). La zirconia possiede una durezza e una tenacità estremamente elevate. Inoltre, tracce minime di usura dello zirconio sono relativamente meno dannose per le prestazioni elettrochimiche della maggior parte degli elettroliti delle batterie al litio.
6. Consigli specifici per l'ottimizzazione di diversi sistemi elettrolitici
6.1 Sistemi di ossidi (ad es. LLZO, LATP)
Gli ossidi hanno una durezza estremamente elevata e sono difficili da macinare.
- SoluzioneSi suggerisce un approccio in due fasi: "prima a secco, poi a umido". Innanzitutto, utilizzare sfere di grandi dimensioni per la macinazione a secco fino a raggiungere circa 10 μm. Successivamente, aggiungere solvente e utilizzare sfere di piccole dimensioni per una macinazione a umido prolungata fino a raggiungere dimensioni inferiori a 500 nm.
6.2 Sistemi a base di solfuri (ad esempio, Li2S-P2S5)
I solfuri hanno una bassa durezza ma sono estremamente soggetti all'ossidazione e all'agglomerazione.
- Soluzione: Funzionamento completo del vano portaoggetti (in atmosfera di gas inerte) è obbligatorio. Deve essere utilizzata la macinazione a umido. Le temperature di macinazione devono essere rigorosamente controllate per evitare una diminuzione della conduttività ionica dovuta al surriscaldamento locale.
7. Riepilogo e prospettive
Raggiungere una macinazione ultrafine efficiente di elettroliti solidi inorganici utilizzando i tradizionali mulini a sfere è un'arte di equilibrio. Richiede di bilanciare il consumo di energia cinetica con gli effetti termici, la frantumazione con l'agglomerazione e la finezza con la purezza.
Grazie a un elevato rapporto tra sfere e polvere, alla classificazione delle sfere in più fasi, all'ottimizzazione della velocità e alla selezione scientifica dei mezzi di macinazione a umido, i mulini a sfere tradizionali sono perfettamente in grado di produrre polveri ultrafini di alta qualità. Queste polveri soddisfano i requisiti per la produzione su scala di laboratorio e persino su scala pilota.
Tuttavia, poiché l'industrializzazione richiede distribuzioni granulometriche più ristrette e una produzione continua, i processi di macinazione a sfere si integreranno e completeranno sempre più tecnologie come la macinazione a perline o la macinazione a getto.
Per ogni ingegnere impegnato nella ricerca e sviluppo di batterie a stato solido, padroneggiare il "modo di funzionamento" del mulino a sfere è fondamentale. Trovare la serie di "parametri ottimali" attraverso una sperimentazione continua è la chiave per ottenere batterie a stato solido ad alte prestazioni.

Grazie per aver letto. Spero che il mio articolo ti sia utile. Lascia un commento qui sotto. Puoi anche contattare il rappresentante del servizio clienti online di Zelda per qualsiasi ulteriore domanda.
— Pubblicato da Emily Chen