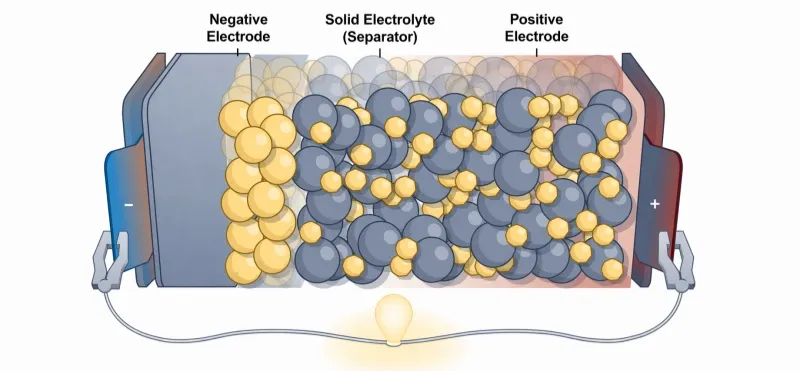
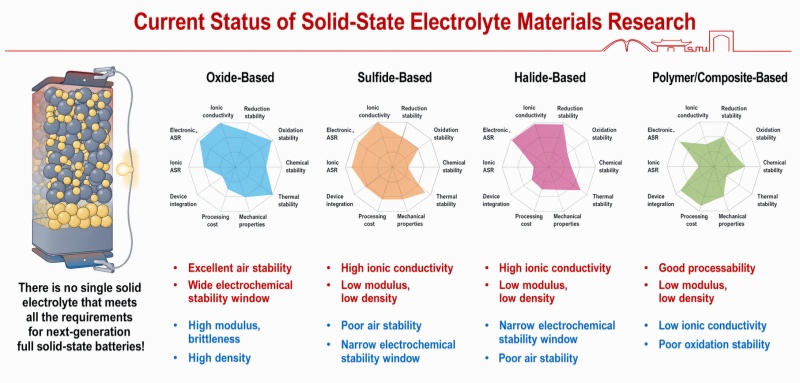
У даследаваннях і індустрыялізацыі цвёрдацельных акумулятараў (ASSB) неарганічныя цвёрдыя электраліты (ISE) лічацца асноўнымі матэрыяламі. Незалежна ад таго, ці належаць яны да аксіднай сістэмы (напрыклад, LLZO), сульфіднай сістэмы (напрыклад, Li3PS4, Li10GeP2S12) або галагеніднай сістэмы, іх фізічная марфалогія, размеркаванне памераў часціц і ўдзельная плошча паверхні непасрэдна вызначаюць канчатковыя характарыстыкі акумулятара. Ультратонкае памолванне— звычайна маецца на ўвазе дасягненне мікраметровых або нават нанаметровых маштабаў — гэта неабходны шлях да атрымання высокапрадукцыйных цвёрдых электралітаў. Нягледзячы на з'яўленне новага абсталявання для памолу, традыцыйныя шаровыя млыны (у тым ліку планетарныя шаровыя млыны і барабанныя шаровыя млыны) застаюцца асноўным выбарам у даследаваннях і прамысловай вытворчасці. Яны аддаюць перавагу сваёй нізкай кошту, прастаце эксплуатацыі і рэгуляванай шчыльнасці энергіі. У гэтым артыкуле падрабязна разгледзім, як выкарыстоўваць традыцыйныя працэсы шаровага памолу для дасягнення эфектыўнага ультратонкага памолу неарганічных цвёрдых электралітаў.
1. Чаму неарганічныя цвёрдыя электраліты патрабуюць “ультратонкага памолу”?
Перш чым паглыбляцца ў працэс, трэба зразумець мэту драбнення. Для цвёрдых электралітаў памяншэнне памеру часціц — гэта не проста “выдатнае” злучэнне. Гэта вырашэнне наступных асноўных праблем:
- Зніжэнне імпедансу інтэрфейсуЦвёрдацельныя акумулятары абапіраюцца на кантакт “цвёрдае цела-цвёрдае цела”. Меншы памер часціц азначае большую ўдзельную плошчу паверхні. Пры змешванні з актыўным матэрыялам катода ён утварае больш шчыльную кантактную сетку. Гэта значна зніжае імпеданс пераносу зарада на міжфазнай паверхні.
- Паляпшэнне шчыльнасці электралітнай мембраныПадчас працэсу прэсавання або ліцця па стужцы ультратонкія парашкі маюць менш пор. Гэта прыводзіць да большай шчыльнасці, што эфектыўна прадухіляе пранікненне літыевых дендрытаў.
- Садзейнічанне кінетыцы рэакцыіДля матэрыялаў, якія патрабуюць наступнай тэрмічнай апрацоўкі, ультрафінізацыя скарачае адлегласць атамнай дыфузіі. Гэта можа знізіць тэмпературу спякання або скараціць час рэакцыі.
2. Фізічныя механізмы традыцыйных Шарыкавы фрэзер
Працэс шаровага памолу — гэта не проста “драбненне” матэрыялаў. Ён уключае ў сябе складаныя механахімічныя дзеянні. Асноўныя сілы ўключаюць:
- Сіла ўдаруШарыкі падаюць з вышыні або сутыкаюцца з матэрыялам з-за цэнтрабежнай сілы. Гэта стварае велізарны імгненны ціск, што прыводзіць да разбурэння часціц.
- Сіла зрухуГэта эфект памолу, які ўзнікае з-за адноснага слізгацення паміж шарамі, а таксама паміж шарамі і сценкай млына.
- ТрэннеПры высокіх хуткасцях напаўнення трэнне, выкліканае шарыкамі, якія сціскаюць матэрыял, спрыяе эфекту драбнення.
Для неарганічных цвёрдых электралітаў, асабліва далікатных аксідаў або сульфідаў, якія мяккія, але лёгка дэфармуюцца, балансаванне сіл зруху і ўдару з'яўляецца ключом да дасягнення звыштонкага памолу.
3. Налада ключавых параметраў працэсу для эфектыўнага шліфавання
Каб максімальна павялічыць эфектыўнасць традыцыйнага шаровага млына, неабходна дакладна кантраляваць наступныя зменныя:
3.1 Суадносіны шарыкаў да парашка (BPR) і хуткасць напаўнення
BPR адносіцца да масавых суадносін малольных цела (шароў) да матэрыялу (парашка).
- Прапанова па павышэнні эфектыўнасціДля звыштонкага памолу звычайна выкарыстоўваецца высокі BPR (напрыклад, 20:1 або нават 40:1).
- ЛогікаБольшая колькасць шарыкаў азначае больш высокую частату ўдараў па матэрыяле за адзінку часу. Аднак празмерна высокае суадносіны пакідае недастаткова месца ў слоіку, што можа перашкаджаць руху шарыкаў.
3.2 Памер канфігурацыі шліфавальных матэрыялаў
“Памерная класіфікацыя” — гэта аснова ультратонкага памолу.
- Вялікія шары для фармаванняВялікія шарыкі маюць высокую кінетычную энергію. Яны адказваюць за пачатковае разбурэнне вялікіх кавалкаў матэрыялу.
- Маленькія шарыкі для дробнага памолуКалі часціцы сціскаюцца да мікраметравага ўзроўню, прамежкі паміж вялікімі шарыкамі становяцца занадта шырокімі, і матэрыял “праслізгвае”. На гэтым этапе для павелічэння кропак кантакту для канчатковага нанаметравага маштабавання патрэбна вялікая колькасць малых шарыкаў (напрыклад, 0,1 мм - 0,5 мм).
- Метад градаванага мячаРэкамендуецца выкарыстоўваць ступеністую камбінацыю дыяметраў ад 10 мм да 1 мм або менш.
3.3 Аптымізацыя хуткасці кручэння
Хутчэй не заўсёды лепш.
- Крытычная хуткасцьКалі кручэнне занадта хуткае, цэнтрабежная сіла трымае шарыкі прыціснутымі да сценкі слоіка. Яны не падаюць, і эфектыўнасць драбнення падае да нуля.
- Зона эфектыўнасціЗвычайна ўстанаўліваецца ў межах ад 70% да 85% крытычнай хуткасці. У гэтым дыяпазоне шарыкі ствараюць “каскадны рух”, ствараючы найбольшую энергію ўдару.
4. Сухое памолванне супраць мокрага памолу: як выбраць?

Гэта найбольш распаўсюджаны выбар, з якім сутыкаюцца пры ўкараненні ультратонкага шліфавання.
Сухое памолванне
- ПеравагіПросты працэс. Няма неабходнасці ў наступным выдаленні растваральніка. Няма рызыкі хімічнага раскладання, выкліканага растваральнікамі.
- Недахопы: Моцная агламерацыя. Калі парашок дасягае пэўнай дробнасці, міжмалекулярныя сілы (сілы Ван-дэр-Ваальса) прымушаюць часціцы зноў злучацца ў камякі. Гэта стварае вузкае месца, праз якое парашок больш не можа драбніцца.
- УжываннеПачатковае драбненне або матэрыялы, надзвычай адчувальныя да ўсіх растваральнікаў.
Мокрае памолванне
- ПеравагіВадкае асяроддзе эфектыўна рассейвае парашок і прадухіляе агламерацыю. Вадкасць дзейнічае як “дапаможны сродак для памолу”, зніжаючы павярхоўную энергію часціц. Эфектыўнасць памолу можа быць у некалькі разоў вышэй, чым пры сухім памоле.
- Ключавы момант: Выбар растваральніка.
- Для сульфідныя электраліты, Неабходна выкарыстоўваць бязводныя непалярныя растваральнікі (напрыклад, гептан, талуол, ксілол). У адваротным выпадку адбудзецца моцны гідроліз.
- Для аксіды (напрыклад, LLZO), неабходна асцерагацца рэакцый абмену пратонамі (абмен Li+/H+). Звычайна выбіраюць бязводны ізапрапанол або этанол.
5. Пашыраныя метады пераадолення “вузкіх месцаў эфектыўнасці”
На практыцы, нават пры правільных параметрах, эфектыўнасць шліфавання можа заставацца стабільнай. Вось некалькі спосабаў дасягнуць гэтага:
5.1 Даданне дапаможных рэчываў для шліфавання
Даданне невялікай колькасці павярхоўна-актыўных рэчываў або спецыяльных арганічных малекул можа дапамагчы. Гэтыя малекулы адсарбуюцца на паверхні расколін у часціцах, перашкаджаючы іх гаенню. Яны таксама памяншаюць электрастатычнае прыцягненне паміж часціцамі. Гэта асабліва эфектыўна пры сухім памоле.
5.2 Кіраванне шчыльнасцю энергіі: перыядычнае фрэзераванне
Бесперапыннае высокахуткаснае драбненне выпрацоўвае значную колькасць цяпла. У выпадку сульфідных цвёрдых электралітаў цяпло можа прывесці да размякчэння матэрыялу або нават да фазавага пераходу (з крышталічнага ў шкляны стан).
- СтратэгіяВыкарыстоўвайце цыкл накшталт “10 хвілін шліфавання, затым 5 хвілін адпачынку”. Спалучыце гэта з сістэмай вадзянога астуджэння. Гэта падтрымлівае матэрыял пад напружаннем у халодным стане, выкарыстоўваючы яго далікатнасць для хуткага паломкі.
5.3 Падбор матэрыялаў: прадухіленне забруджвання
Знос шарыкаў і слоіка непазбежны падчас ультратонкага памолу.
- ПрынцыпЦвёрдасць шліфавальнага цела павінна быць вышэйшай за цвёрдасць матэрыялу.
- Лепшы выбар: Дыяксід цырконія (ZrO₂). Цырконій мае надзвычай высокую цвёрдасць і глейкасць. Акрамя таго, слядовыя ўтрыманні цырконія адносна менш шкодныя для электрахімічных характарыстык большасці электралітаў літыевых акумулятараў.
6. Канкрэтныя парады па аптымізацыі для розных электралітных сістэм
6.1 Аксідныя сістэмы (напрыклад, LLZO, LATP)
Аксіды маюць надзвычай высокую цвёрдасць і іх цяжка шліфаваць.
- РашэннеРэкамендуецца двухэтапны падыход “Сухі, потым мокры”. Спачатку выкарыстоўвайце вялікія шарыкі для сухога памолу, каб дасягнуць памеру каля 10 мкм. Затым дадайце растваральнік і выкарыстоўвайце маленькія шарыкі для працяглага мокрага памолу, каб дасягнуць памеру ніжэй за 500 нм.
6.2 Сульфідныя сістэмы (напрыклад, Li2S-P2S5)
Сульфіды маюць нізкую цвёрдасць, але надзвычай схільныя да акіслення і агламерацыі.
- Рашэнне: Поўная эксплуатацыя бардачка (у атмасферы інэртнага газу) абавязкова. Неабходна выкарыстоўваць мокры памол. Тэмпературу памола неабходна строга кантраляваць, каб прадухіліць зніжэнне іоннай праводнасці з-за лакальнага перагрэву.
7. Кароткі змест і перспектывы
Дасягненне эфектыўнага звыштонкага памолу неарганічных цвёрдых электралітаў з выкарыстаннем традыцыйных шаровых млыноў — гэта мастацтва балансу. Яно патрабуе балансавання спажывання кінетычнай энергіі з цеплавымі эфектамі, балансавання драбнення з агламерацыяй і балансавання тонкасці з чысцінёй.
Дзякуючы высокаму суадносінам шарыкаў і парашка, шматступенчатай класіфікацыі шарыкаў, аптымізаванай хуткасці і навуковаму падбору вільготных асяроддзяў, традыцыйныя шаравыя млыны цалкам здольныя вырабляць высакаякасныя ультратонкія парашкі. Гэтыя парашкі адпавядаюць патрабаванням лабараторнай і нават пілотнай вытворчасці.
Аднак, паколькі індустрыялізацыя патрабуе больш вузкага размеркавання памераў часціц і бесперапыннай вытворчасці, працэсы шаровага памолу будуць усё часцей інтэграваць і дапаўняць такія тэхналогіі, як бісернае памолванне або струменевае памолванне.
Для кожнага інжынера, які займаецца даследаваннямі і распрацоўкамі цвёрдацельных акумулятараў, жыццёва важна авалодаць “тэмпераментам” шаровага млына. Пошук гэтага набору “залатых параметраў” шляхам бесперапынных эксперыментаў — ключ да стварэння высокапрадукцыйных цвёрдацельных акумулятараў.

«Дзякуй за чытанне. Спадзяюся, мой артыкул будзе карысным. Калі ласка, пакіньце каментар ніжэй. Вы таксама можаце звязацца з прадстаўніком службы падтрымкі кліентаў Zelda онлайн, калі ў вас ёсць дадатковыя пытанні».
— Апублікавана Эмілі Чэн