Partikelklassifizierung bezeichnet die Trennung von Partikeln desselben Materials aufgrund von Unterschieden in physikalischen Eigenschaften wie z. B. Partikelgröße, Klassifizierung erfolgt nach Größe, Form oder Dichte. In den meisten Fällen bedeutet Klassifizierung konkret die Trennung von Partikeln nach ihrer Größe. Die beiden wichtigsten technischen Elemente der Klassifizierung sind Dispersion und Trennung.
Die Dispersion erfordert, dass das in die Klassierkammer eintretende Material so vollständig wie möglich dispergiert ist. Die Trennung bedeutet, dass qualifizierte Feinstpartikel umgehend aus der Klassierzone entfernt werden müssen.
Mit der rasanten Entwicklung und den zunehmenden Anwendungsbereichen von ultrafeinen Pulvern in verschiedenen Branchen haben sich auch die Klassifizierungstechnologien deutlich weiterentwickelt. Zu den verschiedenen Lösungen gehören:, Die Turbo-Luftklassierer hat sich zur Standardlösung entwickelt. Dies ist auf ihre hohe Effizienz, hohe Genauigkeit und große operative Flexibilität zurückzuführen.
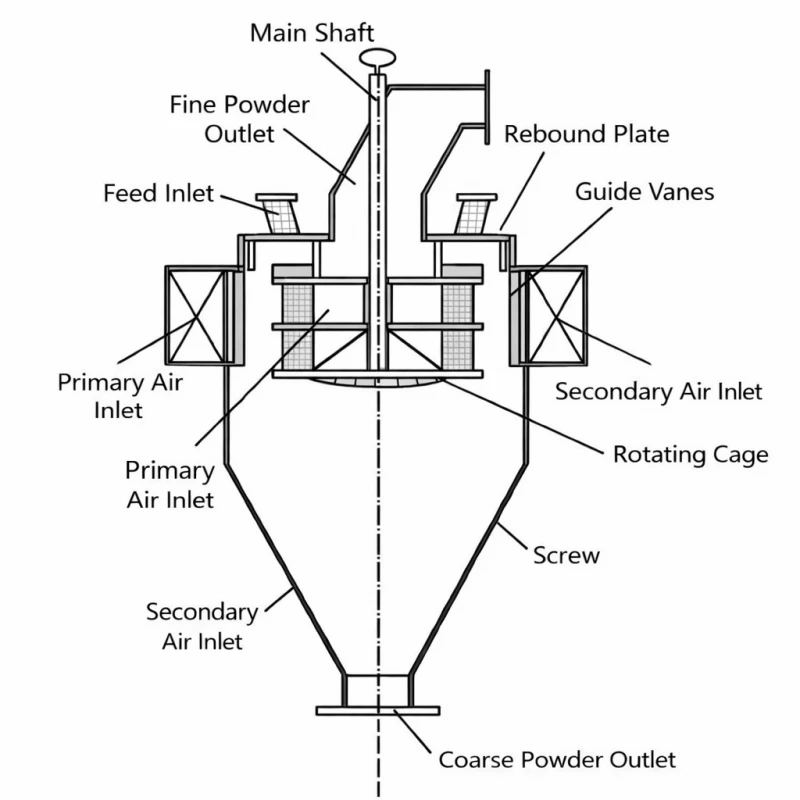
Funktionsprinzip des Turbo-Luftklassierers
Das zu klassifizierende Material fällt vom Zulauf auf die Verteilerplatte.
Es rotiert zusammen mit der Platte. Das Material wird dann tangential nach außen geschleudert. Nach dem Auftreffen auf die Prallplatte gelangen die Partikel in den Bereich zwischen dem äußeren Rand des Rotorkäfigs und den Leitschaufeln. Primär- und Sekundärluft treten tangential in den Sichter ein. Sie passieren die Leitschaufeln und bilden einen Drall. Dieser Luftstrom rotiert in die gleiche Richtung wie der Rotorkäfig.
Innerhalb der ringförmigen Klassifizierungszone sind die Partikel hauptsächlich drei Kräften ausgesetzt:
- Zentrifugalkraft zur Klassiererwand
- Radiale Fluidwiderstandskraft
- Druckgradientkraft zum Zentrum hin
Feine Partikel erfahren eine relativ geringe Zentrifugalkraft, wodurch sie zur Mitte des Rotors gelenkt werden. Sie werden vom Luftstrom in den Rotor transportiert und axial durch den Feinstaubauslass ausgetragen. Grobe Partikel erfahren eine deutlich stärkere Zentrifugalkraft. Ihre resultierende Kraft wirkt gegen die Sichterwand. Nach dem Aufprall auf die Wand bewegen sie sich nach unten und werden durch den Grobstaubauslass ausgetragen.
Schematische Darstellung des Turboladers Windsichter
Vorteile des Turbinen-Luftklassierers
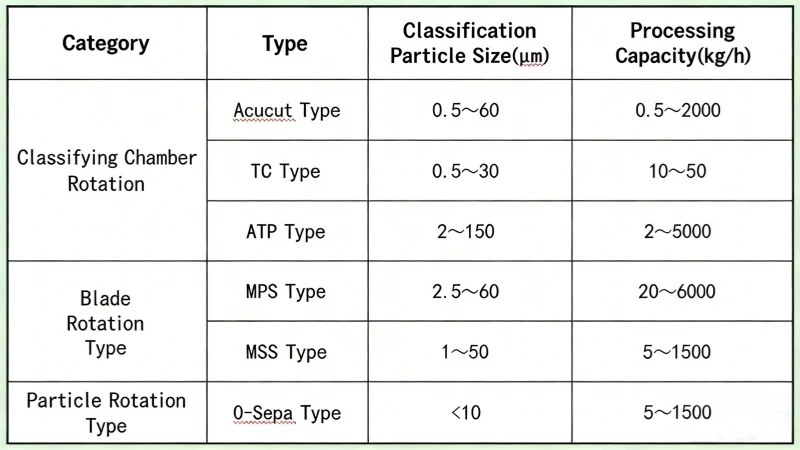
Turboluftklassierer lassen sich anhand ihrer Rotorkäfigstruktur generell in drei Hauptkategorien mit sechs Bauformen unterteilen. Trotz bestehender struktureller Unterschiede weisen sie mehrere gemeinsame Vorteile auf:
Turbinenluftklassierer werden nach der Form der rotierenden Trommel klassifiziert.
- Höhere Verarbeitungskapazität
Im Vergleich zu früheren Generationen von Windsichtern bieten Turbo-Windsichter einen höheren Durchsatz. Ihre spezielle Rotorkäfigkonstruktion gewährleistet eine gleichmäßigere Gasverteilung, eine bessere Gas-Feststoff-Vermischung und eine schnellere Abscheidung im Sichtbereich. - Höhere Effizienz und geringerer Energieverbrauch in geschlossenen Mahlkreisläufen
In Kombination mit Mahlmühlen reduzieren Turbo-Luftsichter das Übermahlen und die Nachmahlung erheblich, wodurch Energie gespart, Kosten gesenkt und die Gesamtwirtschaftlichkeit verbessert wird. - Breiter, einstellbarer Partikelgrößenbereich und einfache Bedienung
Durch die Anpassung der Rotordrehzahl und des Luftvolumens lässt sich die Empfindlichkeit des Strömungsfeldes gegenüber der Partikelgröße steuern, was eine flexible Regulierung der Schnittgröße und der Produktpartikelgrößenverteilung ermöglicht. - Einfache Wartung und niedrige Ersatzteilkosten
Turbo-Luftklassierer zeichnen sich durch eine relativ einfache Struktur und hauptsächlich komplexe Rotorkäfigkomponenten, eine gute Austauschbarkeit der Teile und geringe Wartungskosten aus.
Herausforderungen von Turbo-Luftklassierern

Trotz ihrer Vorteile werden bei der Anwendung von Turbo-Luftklassierern auf ein breiteres Materialspektrum mehrere Herausforderungen deutlich:
- Partikelagglomeration
Nach der Feinstvermahlung weisen Pulver eine vergrößerte spezifische Oberfläche und Oberflächenenergie auf, was zu einer höheren Oberflächenaktivität führt. Die Anziehungskräfte zwischen den Partikeln nehmen zu, und Feuchtigkeit oder Verunreinigungen können die Agglomeration weiter fördern. Dieser Effekt ist besonders ausgeprägt bei Partikeln mit einer Größe von unter 1 μm und erschwert die Klassifizierung. Daher ist eine effektive Dispergierung in einen Einzelpartikelzustand unerlässlich, um die Fließfähigkeit und die Klassifizierungsleistung zu verbessern. - Ungleichmäßige Luftstromverteilung
Die Spiralgehäusestruktur, die Schaufelgeometrie und die Einbauwinkel der Kanäle können zu einer ungleichmäßigen Luftstromverteilung in der Klassierkammer führen. Dies kann Turbulenzen verstärken oder lokale Wirbel erzeugen, was die Klassiergenauigkeit und -effizienz erheblich verringert. - Begrenzte Präzision für Submikronpartikel
Die derzeitigen Klassifikatoren haben Schwierigkeiten, eine hohe Präzision und Effizienz bei Partikeln unter 1 μm aufrechtzuerhalten, was es schwierig macht, die strengen Anforderungen moderner Hightech-Industrien an “feine und enge” Partikelgrößenverteilungen zu erfüllen. - Abwägung zwischen Effizienz und Genauigkeit
Klassifizierungskapazität und Klassifizierungsgenauigkeit bedingen einander. Eine Erhöhung des Durchsatzes oder der Partikelkonzentration führt häufig zu einer geringeren Genauigkeit. Umgekehrt führt die Aufrechterhaltung einer hohen Genauigkeit typischerweise zu einer geringeren Effizienz. Die Balance zwischen diesen beiden Faktoren zu finden, bleibt eine große technische Herausforderung.
Aus diesem Grund ist die Verbesserung der Leistungsfähigkeit von Ultrafeinpulverklassierern und die Überwindung dieser technischen Einschränkungen zu einem zentralen Anliegen von Forschern und Geräteherstellern weltweit geworden.

Vielen Dank fürs Lesen. Ich hoffe, mein Artikel war hilfreich. Hinterlassen Sie gerne einen Kommentar. Bei weiteren Fragen können Sie sich auch an den Online-Kundendienst von Zelda wenden.
— Veröffentlicht von Emily Chen