Nel campo dei materiali catodici per batterie agli ioni di litio, l'NCM (ossido ternario a strati di nichel-cobalto-manganese, LiNiₓCoᵧMnzO₂) è diventato una delle scelte principali per le batterie dei veicoli elettrici grazie alla sua elevata densità energetica, alla buona stabilità al ciclo e al costo relativamente basso. Con la tendenza verso un elevato contenuto di nichel (Ni ≥ 80%) e alla nanocristallizzazione monocristallina, la riduzione del D50 (volume medio) dimensione delle particelle) dei materiali NCM al di sotto di 1 μm (anche nell'intervallo 0,2–1,0 μm) è emersa come una strategia chiave per migliorare significativamente le prestazioni di velocità.
Le dimensioni ultrafini delle particelle possono ridurre drasticamente i percorsi di trasporto degli ioni di litio e degli elettroni, ridurre l'impedenza interfacciale, migliorare la capacità di carica-scarica rapida e, in una certa misura, mitigare la polverizzazione delle particelle durante il ciclo. Tuttavia, essendo un tipico materiale a struttura stratificata (gruppo spaziale R-3m), la struttura cristallina dell'NCM è estremamente sensibile alle sollecitazioni meccaniche. I tradizionali metodi di frantumazione meccanica ad alta energia, come la macinazione a sfere ad alta energia, introducono facilmente distorsioni reticolari, slittamenti interstrato, miscelazione di cationi (disordine Li/Ni), vacanze di ossigeno e persino transizioni di fase locali, con conseguente riduzione dell'efficienza coulombiana iniziale, decadimento accelerato della tensione e riduzione della durata del ciclo.
Pertanto, il raggiungimento D50 < 1 μm preservare il più possibile l'integrità della struttura cristallina è diventata la sfida tecnica fondamentale in polverizzazione ultrafine processi per NCM.
Perché D50 < 1 μm è così importante per la polverizzazione ultrafine NCM?
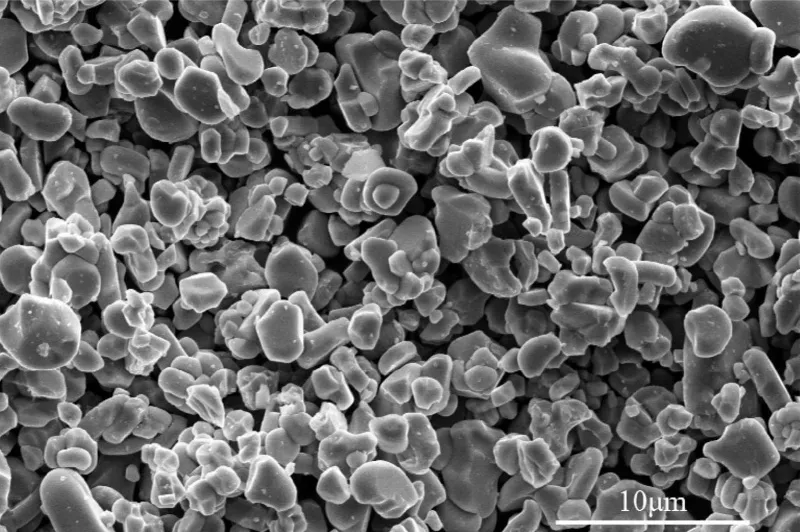
I materiali commerciali convenzionali NCM523/622 presentano in genere un D50 compreso tra 6 e 10 μm, mentre i materiali NCM811/NCA ad alto contenuto di nichel tendono a essere compresi tra 3 e 8 μm, principalmente per garantire stabilità meccanica durante il ciclo. Tuttavia, studi dimostrano che quando il D50 è ridotto al di sotto di 1 μm:
- I percorsi di diffusione degli ioni di litio vengono accorciati a livello submicronico, migliorando la capacità di velocità di 2–5 volte (soprattutto a velocità ≥5 °C).
- L'aumento della superficie specifica favorisce la bagnatura degli elettroliti e riduce la polarizzazione.
- Aiuta a sopprimere la propagazione delle crepe intergranulari e la polverizzazione delle particelle secondarie sotto alta tensione.
- Per alcune applicazioni speciali (batterie a carica rapida, catodi compositi per batterie allo stato solido), il D50 nell'intervallo 0,3–0,8 μm è diventato un obiettivo.
La sfida risiede nel fatto che la maggior parte dei precursori NCM (idrossidi coprecipitati) forma particelle secondarie di 5-15 μm dopo la sinterizzazione. La loro completa frantumazione fino a D50 < 1 μm richiede un apporto di energia meccanica estremamente elevato, che distrugge rapidamente la struttura stratificata ordinata.
Limitazioni dei metodi tradizionali di polverizzazione meccanica
Mulino a sfere planetario ad alta energia E macinazione a sfere agitate (Mulino ad attrito/a sfere) sono i metodi di macinazione ultrafine più comunemente utilizzati in laboratorio. Ottengono la rottura delle particelle attraverso collisioni ad alta frequenza tra i mezzi di macinazione (sfere di ZrO₂ o Al₂O₃) e le particelle.
- Vantaggi: Attrezzatura matura, adatta alla lavorazione a umido, facile aggiunta di disperdenti.
- Svantaggi: Forze di impatto e taglio eccessive. La letteratura mostra che dopo diverse ore di fresatura, i picchi principali XRD dell'NCM si allargano significativamente, il rapporto di intensità (003)/(104) diminuisce, indicando una maggiore spaziatura interstrato lungo l'asse c e un aggravamento del disordine Li/Ni. Le osservazioni TEM rivelano spesso disordine locale o persino amorfizzazione della struttura stratificata, con conseguente riduzione accelerata della capacità.
Pertanto, basandosi esclusivamente su mulino a sfere rende difficile mantenere l'integrità della struttura cristallina quando si raggiunge D50 < 1 μm.
Strategie fondamentali per la polverizzazione ultrafine NCM a basso danno
Per ottenere una rettifica a basso danno, l'ottimizzazione deve avvenire lungo tre dimensioni: riduzione dell'energia a impatto singolo, aumento della frequenza delle collisioni, E controllo del tipo di stress. Gli attuali approcci industriali e accademici maggiormente praticabili includono:
1. Mulino a getto contrapposto a letto fluido / Mulino a getto controrotanti a letto fluido
Questo è attualmente il metodo industriale più maturo per ottenere NCM D50 < 1 μm con danni minimi ai cristalli.
- Principio: il materiale viene accelerato in un flusso di gas ad alta velocità (aria compressa o azoto, 0,6–1,2 MPa) e frantumato mediante collisioni tra particelle attraverso ugelli opposti, praticamente senza contaminazione del mezzo di macinazione e con una forza di taglio minima.
- Vantaggi:
- Principalmente basato sull'impatto; lo stress si concentra sui difetti interni, riducendo lo slittamento degli strati intermedi.
- La classificazione precisa (classificatore a turbina integrato) consente la produzione in un unico passaggio di distribuzioni D50 0,4–0,9 μm e D90 < 2 μm.
- Temperatura controllabile (possibile raffreddamento con gas freddo o azoto liquido), evitando il surriscaldamento locale che induce il rilascio di ossigeno.
- Punti di ottimizzazione:
- Dimensione delle particelle di alimentazione pre-controllata a D50 3–8 μm (pre-frantumazione leggera).
- Progettazione di getti contrapposti multistadio per ridurre l'energia di una singola collisione.
- Rapporto gas/solido controllato a 5–12 kg/kg per evitare eccessiva fluidificazione e agglomerazione.
- Aggiunta di tracce di coadiuvanti di macinazione/disperdenti (ad esempio, stearato di litio, piccole quantità di PVDF) per ridurre l'agglomerazione.
- Casi reali: diversi materiale della batteria i produttori hanno ottenuto NCM811 con D50 ≈ 0,6–0,8 μm, aumento FWHM XRD <15%, (003) intensità di picco mantenuta >95% del valore originale, dimostrando un danno cristallino controllabile.
2. Mulino a getto assistito da fluido supercritico o vapore
Alcuni processi all'avanguardia introducono CO₂ supercritica o vapore surriscaldato come mezzo per ridurre ulteriormente i danni.
- La CO₂ supercritica offre elevata densità e bassa viscosità per un trasferimento di energia più uniforme.
- I getti di vapore possono raggiungere dimensioni più fini (D50 < 0,5 μm) passivando al contempo le superfici fresche e riducendo la successiva ossidazione.
3. Macinazione ultrafine a umido + criogenica + protezione superficiale
Sebbene il mulino a sfere bagnato provochi danni maggiori, le seguenti combinazioni possono ridurli significativamente:
- Utilizzo di microsfere di ZrO₂ ultrafini (0,05–0,2 mm), velocità della linea controllata a 8–12 m/s.
- Raffreddamento criogenico (temperatura del liquame <15°C) per sopprimere i cambiamenti strutturali termici indotti meccanicamente.
- Aggiunta di agenti protettivi per i cristalli: piccole quantità di Li₂CO₃, LiOH, fosfati, borati, ecc., che formano sottili strati protettivi sulle superfici durante la molatura per inibire la propagazione delle crepe.
- Macinazione a fasi: prima macinazione grossolana fino a D50 ≈ 2 μm, poi macinazione fine fino al target, evitando un eccessivo apporto di energia una tantum.
- Post-trattamento: essiccazione a spruzzo + ricottura a bassa temperatura di breve durata (400–600°C) per alleviare le piccole sollecitazioni reticolari.

4. Progettazione del precursore co-ottimizzata con la polverizzazione (concetto di pre-polverizzazione)
Una strategia emergente di recente prevede l'introduzione della "pre-polverizzazione" prima/durante la coprecipitazione o la sinterizzazione.
- Infiltrazione di esplosivi liquidi: utilizza una rapida decomposizione che genera gas per pre-frantumare le particelle secondarie, seguita da una delicata dispersione meccanica.
- Sinterizzazione controllata per produrre particelle secondarie “debolmente connesse” (ingegneria mesostrutturale) che sono più facili da disperdere in particelle primarie con bassa energia.
- Percorso NCM monocristallino: sintesi diretta di particelle monocristalline (D50 già 1–3 μm), evitando la frantumazione delle particelle secondarie, seguita da modifica della superficie o leggera riduzione delle dimensioni.
Caratterizzazione e quantificazione della protezione della struttura cristallina
Per verificare se si è verificato un danno ai cristalli dopo la polverizzazione, è necessaria una caratterizzazione multidimensionale:
- XRD: (003)/(104) rapporto di intensità, valore c/a, variazioni FWHM.
- Raman: Spostamenti dei picchi A1g ed Eg e rapporti di intensità, che indicano la migrazione di Ni²⁺.
- TEM/HRTEM: osservare la continuità delle frange stratificate, la presenza di regioni amorfe.
- XPS: Ni 2p, O 1s per valutare il grado di ricostruzione della superficie.
- Elettrochimico: efficienza iniziale, curve dQ/dV (nitidezza del picco di transizione di fase H2–H3), impedenza post-ciclaggio.
Obiettivi: a D50 < 1 μm, aumento FWHM XRD <20%, efficienza iniziale >92%, ritenzione della capacità >85% dopo 300 cicli (4,3 V).
Conclusione
Il fulcro per ottenere una polverizzazione ultrafine di NCM a D50 < 1 μm senza danni significativi ai cristalli risiede nella bassa densità di energia d'impatto + alta frequenza di collisione + protezione superficiale in situ. Il percorso più maturo e scalabile al momento è il getto opposto. mulino a getto a letto fluido, combinato con l'ottimizzazione dei precursori e degli additivi, che ha già raggiunto la produzione di massa in numerosi impianti di produzione di materiali.
In futuro, con l'adozione diffusa di NCM monocristallino e materiali ad alto contenuto di nichel, l'industria potrebbe spostarsi ulteriormente verso percorsi di sintesi a "polverizzazione minima o nulla" (ad esempio, controllo diretto delle dimensioni delle particelle primarie su monocristalli da 200 a 800 nm), evitando completamente problemi di danni meccanici.
Tuttavia, spinta dalla domanda di una maggiore densità energetica, l'NCM ultra-fine con D50 < 1 μm continuerà a rappresentare una direzione importante per le batterie a ricarica rapida e ad alta potenza nei prossimi 5-10 anni. Gli ingegneri di processo devono continuare a ricercare l'equilibrio ottimale tra efficienza di polverizzazione e integrità strutturale: questo rimane uno degli argomenti più impegnativi e preziosi nell'ingegneria dei materiali NCM.

Grazie per aver letto. Spero che il mio articolo ti sia utile. Lascia un commento qui sotto. Puoi anche contattare il rappresentante del servizio clienti online di Zelda per qualsiasi ulteriore domanda.
— Pubblicato da Emily Chen