En el campo de los materiales para cátodos de baterías de iones de litio, el NCM (óxido ternario de níquel-cobalto-manganeso, LiNiₓCoᵧMnzO₂) se ha convertido en una de las opciones más populares para las baterías de vehículos eléctricos debido a su alta densidad energética, buena estabilidad cíclica y un coste relativamente bajo. Con la tendencia hacia un alto contenido de níquel (Ni ≥ 80%) y la nanocristalización/monocristalización, se reduce el D50 (volumen medio) tamaño de partícula) de materiales NCM por debajo de 1 μm (incluso en el rango de 0,2 a 1,0 μm) ha surgido como una estrategia clave para mejorar significativamente el rendimiento de la velocidad.
El tamaño de partícula ultrafino puede acortar drásticamente las vías de transporte de iones de litio y electrones, reducir la impedancia interfacial, mejorar la capacidad de carga y descarga rápidas y, en cierta medida, mitigar la pulverización de partículas durante el ciclo. Sin embargo, al ser un material con estructura laminar típica (grupo espacial R-3m), la estructura cristalina del NCM es extremadamente sensible a la tensión mecánica. Los métodos tradicionales de trituración mecánica de alta energía, como la molienda de bolas de alta energía, introducen fácilmente distorsión reticular, deslizamiento entre capas, mezcla de cationes (desorden Li/Ni), vacantes de oxígeno e incluso transiciones de fase locales, lo que resulta en una disminución de la eficiencia coulombiana inicial, una aceleración del decaimiento de la tensión y una reducción de la vida útil del ciclo.
Por lo tanto, lograr D50 < 1 μm Si bien preservar la integridad de la estructura cristalina tanto como sea posible se ha convertido en el principal desafío técnico en pulverización ultrafina procesos para NCM.
¿Por qué es tan importante D50 < 1 μm para la pulverización ultrafina NCM?
El NCM523/622 comercial convencional suele tener un D50 en el rango de 6 a 10 μm, mientras que el NCM811/NCA con alto contenido de níquel tiende a ser de 3 a 8 μm, principalmente para garantizar la estabilidad mecánica durante el ciclado. Sin embargo, estudios demuestran que cuando el D50 se reduce por debajo de 1 μm:
- Las rutas de difusión de iones de litio se acortan al nivel submicrónico, lo que mejora la capacidad de velocidad de 2 a 5 veces (especialmente a velocidades ≥5 C).
- El aumento de la superficie específica promueve la humectación del electrolito y reduce la polarización.
- Ayuda a suprimir la propagación de grietas intergranulares y la pulverización de partículas secundarias bajo alto voltaje.
- Para ciertas aplicaciones especiales (baterías de carga rápida, cátodos compuestos para baterías de estado sólido), el D50 en el rango de 0,3 a 0,8 μm se ha convertido en un objetivo.
El desafío radica en que la mayoría de los precursores de NCM (hidróxidos coprecipitados) forman partículas secundarias de 5 a 15 μm tras la sinterización. Triturarlas completamente hasta un D50 < 1 μm requiere un aporte de energía mecánica extremadamente alto, lo que destruye fácilmente la estructura estratificada ordenada.
Limitaciones de los métodos tradicionales de pulverización mecánica
Molino de bolas planetario de alta energía y molienda de perlas agitadas Los molinos de bolas (attritor/de perlas) son los métodos de molienda ultrafina más utilizados en laboratorios. Consiguen la rotura de partículas mediante colisiones de alta frecuencia entre los medios de molienda (perlas de ZrO₂ o Al₂O₃) y las partículas.
- Ventajas: Equipo maduro, apto para procesamiento húmedo, fácil adición de dispersantes.
- Desventajas: Fuerzas de impacto y cizallamiento excesivas. La literatura muestra que, tras varias horas de fresado, los picos principales de NCM mediante difracción de rayos X (DRX) se ensanchan significativamente y la relación de intensidad (0⁻¹)/(10⁻¹) disminuye, lo que indica un mayor espaciamiento entre capas a lo largo del eje c y un agravamiento del desorden de Li/Ni. Las observaciones mediante TEM suelen revelar desorden local o incluso amorfización de la estructura estratificada, lo que acelera la pérdida de capacidad.
Por lo tanto, confiar únicamente en molino de bolas dificulta el mantenimiento de la integridad de la estructura cristalina cuando se alcanza D50 < 1 μm.
Estrategias básicas para la pulverización ultrafina de NCM con bajo daño
Para lograr un rectificado con bajos daños, la optimización debe ocurrir en tres dimensiones: Reducir la energía de un solo impacto, aumento de la frecuencia de colisiones, y control del tipo de estrés. Los enfoques industriales y académicos viables actuales incluyen:
1. Molino de chorro opuesto de lecho fluidizado / Molino de chorro de contraflujo de lecho fluidizado
Este es actualmente el método industrial más maduro para lograr NCM D50 < 1 μm con un daño mínimo al cristal.
- Principio: El material se acelera en un flujo de gas de alta velocidad (aire comprimido o nitrógeno, 0,6–1,2 MPa) y se rompe por colisiones de partícula a partícula a través de boquillas opuestas, prácticamente sin contaminación del medio de molienda y con una fuerza de corte mínima.
- Ventajas:
- Basado principalmente en el impacto; la tensión se concentra en los defectos internos, lo que reduce el deslizamiento entre capas.
- La clasificación precisa (clasificador de turbina incorporado) permite la producción en una sola pasada de distribuciones D50 de 0,4 a 0,9 μm y D90 < 2 μm.
- Temperatura controlable (posibilidad de enfriamiento con gas frío o nitrógeno líquido), evitando sobrecalentamiento local que induce liberación de oxígeno.
- Puntos de optimización:
- Tamaño de partícula de alimentación precontrolado a D50 3–8 μm (pretrituración ligera).
- Diseño de chorro opuesto de múltiples etapas para reducir la energía de una sola colisión.
- Relación gas-sólido controlada a 5–12 kg/kg para evitar la sobrefluidización y la aglomeración.
- Adición de dispersantes/auxiliares de molienda traza (por ejemplo, estearato de litio, pequeñas cantidades de PVDF) para reducir la aglomeración.
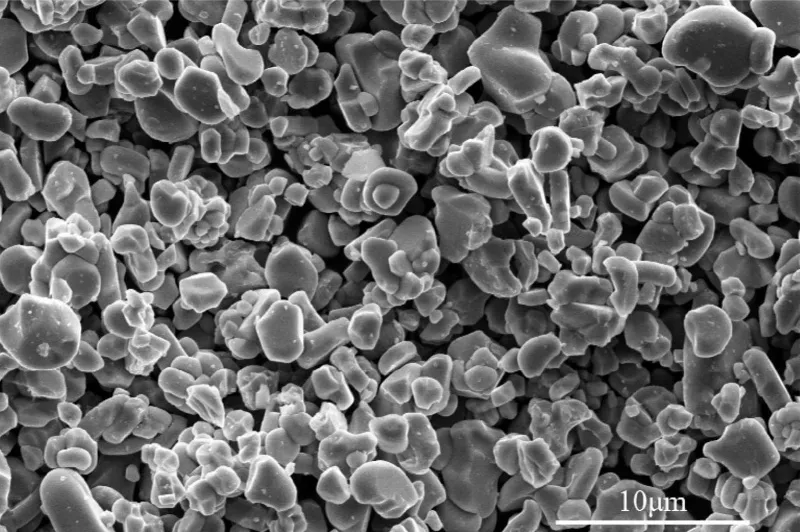
- Casos del mundo real: Varios material de la batería Los fabricantes han logrado NCM811 con D50 ≈ 0,6–0,8 μm, aumento de FWHM XRD <15%, (003) intensidad máxima mantenida >95% del valor original, lo que demuestra un daño controlable al cristal.
2. Molino de chorro asistido por vapor o fluido supercrítico
Algunos procesos de vanguardia introducen CO₂ supercrítico o vapor sobrecalentado como medio para reducir aún más los daños.
- El CO₂ supercrítico ofrece alta densidad y baja viscosidad para una transferencia de energía más uniforme.
- Los chorros de vapor pueden lograr tamaños más finos (D50 < 0,5 μm) al tiempo que pasivan superficies frescas y reducen la oxidación posterior.
3. Molienda ultrafina húmeda con agitación + criogénica + protección de superficies
Aunque el molino de bolas húmedo causa mayores daños, las siguientes combinaciones pueden reducirlo significativamente:
- Uso de perlas ultrafinas de ZrO₂ (0,05–0,2 mm), velocidad de línea controlada a 8–12 m/s.
- Enfriamiento criogénico (temperatura de la suspensión <15°C) para suprimir cambios estructurales térmicos inducidos mecánicamente.
- Adición de protectores de cristales: pequeñas cantidades de Li₂CO₃, LiOH, fosfatos, boratos, etc., que forman finas capas protectoras sobre las superficies durante el pulido para inhibir la propagación de grietas.
- Molienda por etapas: primero molienda gruesa hasta D50 ≈ 2 μm, luego molienda fina hasta el objetivo, evitando un aporte excesivo de energía de una sola vez.
- Postratamiento: secado por pulverización + recocido breve a baja temperatura (400–600 °C) para aliviar tensiones menores en la red.

4. Diseño de precursores co-optimizado con pulverización (concepto de pre-pulverización)
Una estrategia emergente reciente implica la introducción de la “prepulverización” antes/durante la coprecipitación o la sinterización.
- Infiltración de explosivos líquidos: utiliza una rápida descomposición generadora de gas para pre-craquear partículas secundarias, seguida de una suave dispersión mecánica.
- Sinterización controlada para producir partículas secundarias “débilmente conectadas” (ingeniería de mesoestructura) que son más fáciles de dispersar en partículas primarias con baja energía.
- Ruta NCM monocristalina: síntesis directa de partículas monocristalinas (D50 ya 1–3 μm), evitando el triturado secundario de partículas, seguida de modificación de la superficie o reducción ligera del tamaño.
Caracterización y cuantificación de la protección de la estructura cristalina
Para verificar si se han producido daños en los cristales después de la pulverización, se requiere una caracterización multidimensional:
- difracción de rayos X:(003)/(104) relación de intensidad, valor c/a, cambios de FWHM.
- Raman:Desplazamientos de picos y relaciones de intensidad de A1g y Eg, que indican migración de Ni²⁺.
- TEM/HRTEM:observe la continuidad de las franjas estratificadas, presencia de regiones amorfas.
- XPS: Ni 2p, O 1s para evaluar el grado de reconstrucción de la superficie.
- Electroquímica: eficiencia inicial, curvas dQ/dV (agudeza del pico de transición de fase H2-H3), impedancia posterior al ciclo.
Objetivos: A D50 < 1 μm, aumento de FWHM de XRD <20%, eficiencia inicial >92%, retención de capacidad >85% después de 300 ciclos (4,3 V).
Conclusión
La clave para lograr una pulverización ultrafina de NCM a D50 < 1 μm sin daños significativos en los cristales reside en una baja densidad de energía de impacto, una alta frecuencia de colisión y la protección de la superficie in situ. La vía más madura y escalable actualmente es el chorro opuesto. molino de chorro de lecho fluidizado, combinado con optimización de precursores y aditivos, que ya ha alcanzado la producción en masa en múltiples plantas de materiales.
En el futuro, con la adopción generalizada de NCM monocristalino y materiales con alto contenido de níquel, la industria puede avanzar hacia rutas de síntesis de “pulverización mínima o cero” (por ejemplo, control directo del tamaño de partícula primaria a monocristales de 200 a 800 nm), evitando por completo problemas de daños mecánicos.
Sin embargo, debido a la demanda de mayor densidad energética, el NCM ultrafino con D50 < 1 μm seguirá siendo una tendencia importante para las baterías de carga rápida y alta potencia durante los próximos 5 a 10 años. Los ingenieros de procesos deben seguir buscando el equilibrio óptimo entre la eficiencia de pulverización y la integridad estructural; este sigue siendo uno de los temas más desafiantes y valiosos en la ingeniería de materiales NCM.

Gracias por leer. Espero que mi artículo te haya sido útil. Deja un comentario a continuación. También puedes contactar con el servicio de atención al cliente online de Zelda para cualquier otra consulta.
— Publicado por Emily Chen