Сферычны Фасфат жалеза літый (LiFePO₄ або LFP) — адзін з найважнейшых катодных матэрыялаў, якія выкарыстоўваюцца ў сучасных літый-іённых акумулятарах. Ён шырока ўжываецца ў электрамабілях, сістэмах назапашвання энергіі і электраінструментах дзякуючы сваёй выдатнай бяспецы, працягламу тэрміну службы і тэрмічнай стабільнасці.
Аднак вытворчасць высокапрадукцыйнага сферычнага катоднага матэрыялу LFP патрабуе складанага вытворчага працэсу, які спалучае матэрыялазнаўства, хімічны інжынерыя і тэхналогіі апрацоўкі парашка.
У гэтым артыкуле прадстаўлены поўны агляд прамысловага працэсу вытворчасці сферычнага фасфату літыя і жалеза, ад выбару сыравіны да распыляльнай сушкі, спякання і ультратонкага драбнення.
1. Чаму сферычны фасфат літыя і жалеза мае значэнне
Раннія пакаленні матэрыялаў LFP звычайна складаліся з няправільных часціц, што стварала некалькі абмежаванняў прадукцыйнасці.
Праблемы з традыцыйнымі часціцамі LFP
- Нізкая шчыльнасць пасля ўтрамбоўкі (0,8–1,2 г/см³)
- Шырокі памер часціц размеркаванне
- Дрэнная стабільнасць суспензіі падчас працы электрода пакрыццё
- Большыя паверхневыя дэфекты і пабочныя рэакцыі
Гэтыя фактары абмяжоўвалі шчыльнасць энергіі і стабільнасць вытворчасці літый-іённых акумулятараў.
Перавагі сферычных часціц LFP
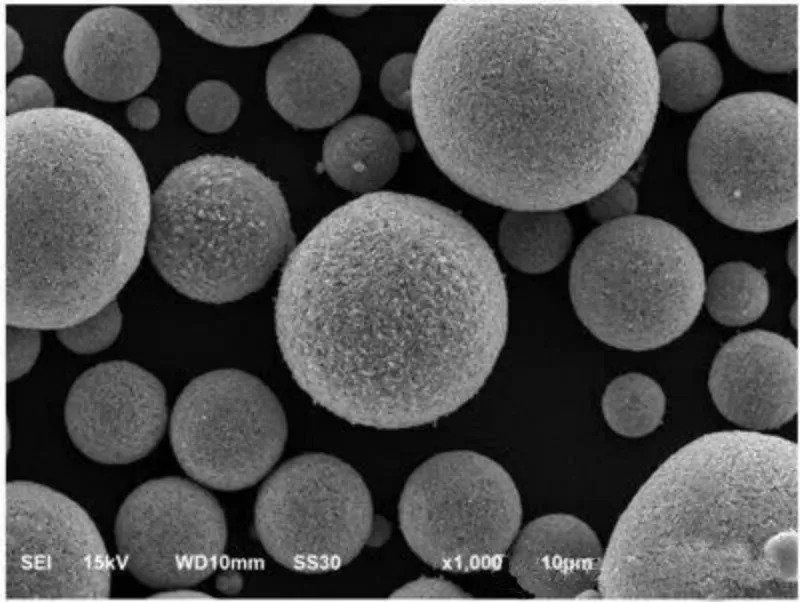
Сучасныя матэрыялы LFP распрацаваны ў выглядзе мікранных сферычных другасных часціц, якія складаюцца з нанамаштабных першасных часціц.
Такая канструкцыя значна паляпшае прадукцыйнасць акумулятара.
Асноўныя перавагі ўключаюць:
- Больш высокая шчыльнасць крана
- Лепшае ўшчыльненне электродаў
- Палепшанае размеркаванне пульпы
- Больш стабільныя электрахімічныя характарыстыкі
Тыповыя паказчыкі эфектыўнасці для сферычнай LFP ўключаюць:
| Уласнасць | Тыповая мэта |
|---|---|
| Шчыльнасць крана | ≥1,4 г/см³ |
| Шчыльнасць ушчыльнення | ≥2,45 г/см³ |
| Памер часціц | D10–D90: 3–25 мкм |
| Удзельная ёмістасць | ≥155 мАг/г |
| Жыццёвы цыкл | ≥2000 цыклаў |
2. Падрыхтоўка сыравіны і папярэднікаў
Выбар крыніцы жалеза
Выбар крыніцы жалеза адыгрывае вырашальную ролю ў вызначэнні як характарыстык матэрыялу, так і сабекошту вытворчасці.
Маршрут аксалату жалеза
Перавагі:
- Высокая чысціня
- Выдатная рэактыўнасць
Недахопы:
- Высокі кошт
- Утварэнне таксічных газаў падчас раскладання
Маршрут фасфату жалеза
У цяперашні час гэта найбольш шырока выкарыстоўваны прамысловы маршрут.
Перавагі:
- Дасведчаная вытворчая тэхналогія
- Стабільная якасць прадукцыі
- Экалагічна чысты працэс
Аднак патрабуецца строгі кантроль утрымання крышталічнай вады і ўзроўню прымешак.
Маршрут аксіду жалеза
Новы недарагі варыянт.
Перавагі:
- Зніжэнне выдаткаў на сыравіну 30–40%
Аднак, Fe₂O₃ мікроннага маштабу павінен быць актываваны да наначасціц, звычайна з дапамогай высокаэнергетычнага шаравая млын.

Выбар крыніцы літыя
Гідраксід літыя (LiOH) аддаецца ўсё большай перавагі, чым карбанат літыя.
Прычыны ўключаюць:
- Ніжняя тэмпература плаўлення (471°C)
- Хутчэйшая кінетыка рэакцыі падчас спякання
- Палепшаная дыфузія літыя ў крышталічнай рашотцы
Тыповы памер часціц гідраксіду літыя:
- D50: 3–5 мкм
- D90: ≤10 мкм
3. Падрыхтоўка пульпы і мокрае памолванне
Перад распыляльнай сушкай сыравіну неабходна дыспергаваць у стабільную суспензію-папярэднік.
Гэты крок вызначае аднастайнасць канчатковых часціц LFP.
Ключавыя этапы працэсу
- Падрыхтоўка дэіянізаванай вады
- Даданне дысперсанта
- Змешванне крыніц вугляроду
- Крыніца жалеза і даданне фасфату
- Даданне крыніцы літыя
- Канчатковая карэкціроўка крыніцы вугляроду
Працэс мокрага шліфавання
У прамысловай вытворчасці звычайна выкарыстоўваюцца шматступенныя бісерныя млыны.
Асноўныя параметры кантролю ўключаюць:
- Тэмпература пульпы ≤45°C
- Раствораны кісларод ≤0,5 праміле
- Вязкасць: 300–500 мПа·с
Правільнае драбненне забяспечвае раўнамернае размеркаванне часціц на мікра- і нанамаштабе.
4. Грануляцыя распыляльнай сушкай
Асноўны этап утварэння сферычных часціц
Распыляльная сушка з'яўляецца ключавой тэхналогіяй, якая выкарыстоўваецца для атрымання сферычных часціц-папярэднікаў.
Падчас гэтага працэсу:
- Суспензія-папярэднік распыляецца на кроплі.
- Кроплі хутка высыхаюць на гарачым паветры.
- Утвараюцца цвёрдыя сферычныя часціцы.
Сістэма распыляльнай сушкі
Прамысловыя распыляльныя сушылкі LFP звычайна маюць:
- Дыяметр вежы: 6–8 м
- Вышыня вежы: 10–12 м
- Тэмпература ўваходнага паветра: 220–280°C
- Тэмпература выходнага паветра: 90–110°C
Атрыманыя часціцы звычайна маюць:
- D50: 15–25 мкм
- Высокая сферычнасць
- Кантраляваная ўнутраная сітаватасць
5. Высокатэмпературнае спяканне
Спяканне — гэта найважнейшы этап фарміравання крышталічнай структуры LiFePO₄.
Гэта таксама дазваляе наносіць вугляроднае пакрыццё, якое паляпшае электраправоднасць.
Тыповы профіль тэмпературы спякання
Этап 1:
Пакаёвая тэмпература → 350°C
Выдаленне вады і арганічных кампанентаў
Этап 2:
350°C → 550°C
Утварэнне аморфных фаз-папярэднікаў
Этап 3:
550°C → 700°C
Асноўная стадыя росту крышталяў
Этап 4:
Кантраляванае астуджэнне для стабілізацыі крышталічнай структуры
Кантроль атмасферы
Працэс спякання звычайна праводзіцца ў атмасферы азоту.
Тыповыя ўмовы ўключаюць:
- Утрыманне кіслароду ≤20 праміле
- Чысціня азоту ≥99.999%
Гэта прадухіляе акісленне Fe²⁺, які неабходны для высакаякасных крышталяў LFP.
6. Тэхналогія вугляроднага пакрыцця
Чысты LiFePO₄ мае нізкая электронная праводнасць, таму патрабуецца пласт вугляроднага пакрыцця.
Распаўсюджаныя крыніцы вугляроду
- Цукроза
- Вышыня
- Глюкоза
- Арганічныя палімеры
Тыповы утрыманне вугляроду 1,5–2,5% выкарыстоўваецца.
Ідэальная структура вугляроднага пакрыцця
- Таўшчыня: 5–15 нм
- Раўнамернае размеркаванне
- Моцная адгезія да часціц LFP
Правільнае вугляроднае пакрыццё значна паляпшае прадукцыйнасць і стабільнасць цыклу.
7. Ультратонкае памолванне і класіфікацыя
Пасля спякання часціцы часта ўтвараюць агламераты.
Такім чынам, рэактыўны млын і класіфікацыя паветра неабходная для дасягнення патрэбнага размеркавання памераў часціц.

Рэактыўны млын сістэма
Звычайна выкарыстоўваюцца струменевыя млыны з псеўдазмяшчальным слоем.
Тыповыя рабочыя параметры:
- Працоўны ціск: 0,8–1,2 МПа
- Хуткасць кручэння класіфікацыйнага кола: 3000–5000 аб/мін
- Кантроль тэмпературы: ≤40°C
Мэта складаецца ў тым, каб аддзяліць агламераты, захоўваючы пры гэтым цэласнасць сферычных другасных часціц.
Класіфікацыя паветра
Звычайна выкарыстоўваецца шматступенчатая сістэма класіфікацыі.
Этапы класіфікацыі:
- 25 мкм → вернута на шліфаванне
- 10–25 мкм → канчатковы прадукт
- <3 мкм → перапрацоўваецца ў выглядзе часціц насення

8. Мадыфікацыя паверхні і кантроль якасці
Для далейшага павышэння прадукцыйнасці акумулятара могуць быць ужытыя тэхналогіі мадыфікацыі паверхні.
Прыклады ўключаюць:
- Праводныя дабаўкі (вугляродныя нанатрубкі, графен)
- Сіланавыя злучныя агенты
- Сучасныя пакрыцці, такія як пласты ALD Al₂O₃
Гэтыя метады лячэння паляпшаюць:
- Праводнасць
- Структурная стабільнасць
- Жыццёвы цыкл

Заключэнне
Вытворчасць сферычных катодных матэрыялаў на аснове фасфату літыя і жалеза ператварылася ў вельмі складаны прамысловы працэс.
Ён спалучае ў сабе некалькі перадавых тэхналогій, у тым ліку:
- Грануляванне распыляльнай сушкай
- Высокатэмпературнае спяканне
- Вугляроднае пакрыццё
- Струйное фрэзераванне і класіфікацыя
- Мадыфікацыя паверхні
Паколькі попыт на электрамабілі і сістэмы назапашвання энергіі працягвае расці, аптымізацыя працэсу вытворчасці LFP будзе заставацца вырашальнай для паляпшэння прадукцыйнасці акумулятараў і зніжэння вытворчых выдаткаў.

«Дзякуй за чытанне. Спадзяюся, мой артыкул будзе карысным. Калі ласка, пакіньце каментар ніжэй. Вы таксама можаце звязацца з прадстаўніком службы падтрымкі кліентаў Zelda онлайн, калі ў вас ёсць дадатковыя пытанні».
— Апублікавана Эмілі Чэн