Dans le domaine des matériaux de cathode pour batteries lithium-ion, l'oxyde ternaire lamellaire de nickel-cobalt-manganèse (NCM, LiNiₓCoᵧMnzO₂) est devenu un choix privilégié pour les batteries de véhicules électriques grâce à sa haute densité énergétique, sa bonne stabilité cyclique et son coût relativement faible. Avec la tendance à une teneur élevée en nickel (Ni ≥ 80%) et à la monocristallisation/nanocristallisation, la réduction du D50 (volume médian) est un enjeu majeur. la taille des particules) des matériaux NCM à moins de 1 μm (même dans la plage 0,2–1,0 μm) est apparue comme une stratégie clé pour améliorer significativement les performances de débit.
La finesse des particules permet de raccourcir considérablement les trajets de transport des ions lithium et des électrons, de réduire l'impédance interfaciale, d'améliorer la capacité de charge-décharge rapide et d'atténuer, dans une certaine mesure, la pulvérisation des particules lors des cycles. Cependant, en tant que matériau à structure lamellaire typique (groupe d'espace R-3m), la structure cristalline du NCM est extrêmement sensible aux contraintes mécaniques. Les méthodes traditionnelles de broyage mécanique à haute énergie, telles que le broyage à billes à haute énergie, introduisent facilement des distorsions du réseau cristallin, des glissements intercouches, un mélange cationique (désordre Li/Ni), des lacunes d'oxygène, voire des transitions de phase locales, ce qui entraîne une diminution de l'efficacité coulombique initiale, une accélération de la chute de tension et une réduction de la durée de vie des cycles.
Par conséquent, atteindre D50 < 1 μm préserver autant que possible l'intégrité de la structure cristalline est devenu le principal défi technique dans pulvérisation ultrafine processus pour NCM.
Pourquoi une valeur D50 < 1 μm est-elle si importante pour la pulvérisation ultrafine NCM ?
Les matériaux NCM523/622 commerciaux classiques présentent généralement un diamètre D50 compris entre 6 et 10 μm, tandis que les matériaux NCM811/NCA à haute teneur en nickel ont tendance à se situer entre 3 et 8 μm, principalement pour garantir la stabilité mécanique lors des cycles de charge/décharge. Cependant, des études montrent que lorsque le diamètre D50 est inférieur à 1 μm :
- Les trajets de diffusion des ions lithium sont raccourcis au niveau submicronique, améliorant la capacité de charge/décharge de 2 à 5 fois (en particulier à des vitesses ≥5C).
- L'augmentation de la surface spécifique favorise le mouillage par l'électrolyte et réduit la polarisation.
- Contribue à supprimer la propagation des fissures intergranulaires et la pulvérisation des particules secondaires sous haute tension.
- Pour certaines applications spécifiques (batteries à charge rapide, cathodes composites pour batteries à l'état solide), un D50 dans la gamme 0,3–0,8 μm est devenu un objectif.
La difficulté réside dans le fait que la plupart des précurseurs de NCM (hydroxydes coprécipités) forment des particules secondaires de 5 à 15 μm après frittage. Leur broyage complet à un D50 < 1 μm exige un apport d'énergie mécanique extrêmement élevé, ce qui détruit facilement la structure lamellaire ordonnée.
Limites des méthodes traditionnelles de pulvérisation mécanique
Broyage à billes planétaire à haute énergie et broyage à billes agité Les broyeurs à billes (ou à attrition) sont les méthodes de broyage ultrafin les plus couramment utilisées en laboratoire. Ils permettent la fragmentation des particules grâce à des collisions à haute fréquence entre les billes de broyage (en ZrO₂ ou Al₂O₃) et les particules.
- Avantages : Équipement éprouvé, adapté au traitement par voie humide, ajout facile de dispersants.
- Inconvénients : Impact excessif et forces de cisaillement. La littérature montre qu’après plusieurs heures de broyage, les principaux pics de diffraction des rayons X (DRX) du NCM s’élargissent considérablement et le rapport d’intensité (003)/(104) diminue, indiquant un espacement intercouche accru le long de l’axe c et une aggravation du désordre Li/Ni. Les observations au MET révèlent fréquemment un désordre local, voire une amorphisation de la structure lamellaire, entraînant une dégradation accélérée de la capacité.
Par conséquent, se fier uniquement à broyeur à billes rend difficile le maintien de l'intégrité de la structure cristalline lorsque D50 < 1 μm.
Stratégies fondamentales pour la pulvérisation ultrafine à faible dommage des NCM
Pour obtenir un meulage à faible dommage, l'optimisation doit s'effectuer selon trois dimensions : réduire l'énergie d'impact unique, augmentation de la fréquence des collisions, et type de contrôle du stress. Les principales approches industrielles et académiques actuellement envisageables comprennent :
1. Broyeur à jet opposé à lit fluidisé Broyeur à jet d'air comprimé à lit fluidisé
Il s'agit actuellement de la méthode industrielle la plus aboutie pour obtenir un NCM D50 < 1 μm avec des dommages minimaux aux cristaux.
- Principe : Le matériau est accéléré dans un flux de gaz à grande vitesse (air comprimé ou azote, 0,6–1,2 MPa) et brisé par collisions particule-particule à travers des buses opposées, avec pratiquement aucune contamination des milieux de broyage et une force de cisaillement minimale.
- Avantages :
- Principalement par impact ; les contraintes se concentrent au niveau des défauts internes, réduisant ainsi le glissement intercouche.
- La classification précise (classificateur à turbine intégré) permet la production en un seul passage de distributions D50 0,4–0,9 μm et D90 < 2 μm.
- Température contrôlable (refroidissement possible par gaz froid ou azote liquide), évitant la surchauffe locale qui induit la libération d'oxygène.
- Points d'optimisation :
- La taille des particules d'alimentation est pré-contrôlée à D50 3–8 μm (pré-broyage léger).
- Conception à jets opposés multi-étages pour réduire l'énergie d'une collision unique.
- Rapport gaz/solide contrôlé à 5–12 kg/kg pour éviter une fluidisation excessive et une agglomération.
- Ajout de traces d'adjuvants de broyage/dispersants (par exemple, stéarate de lithium, petites quantités de PVDF) pour réduire l'agglomération.
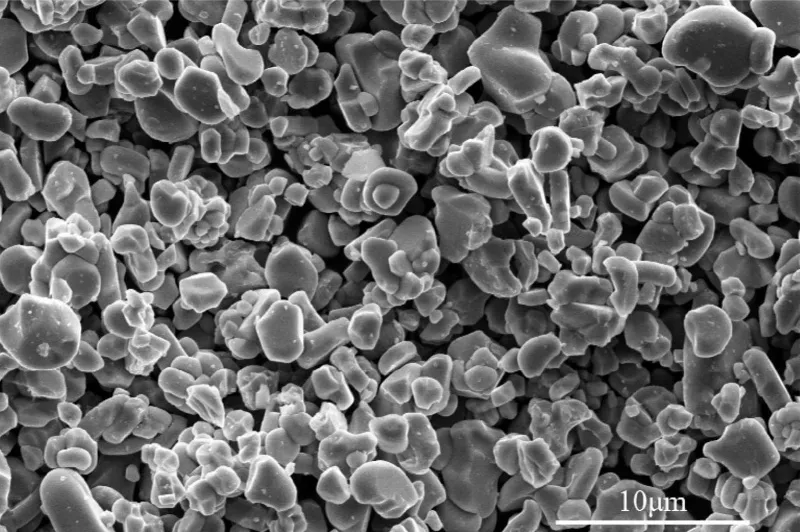
- Exemples concrets : Plusieurs matériau de la batterie Les fabricants ont obtenu NCM811 avec D50 ≈ 0,6–0,8 μm, augmentation de la largeur à mi-hauteur du XRD <15%, intensité du pic (003) maintenue >95% de la valeur d'origine, démontrant des dommages cristallins contrôlables.
2. Broyeur à jet à fluide supercritique ou à vapeur
Certains procédés de pointe utilisent du CO₂ supercritique ou de la vapeur surchauffée comme milieu pour réduire davantage les dommages.
- Le CO₂ supercritique offre une densité élevée et une faible viscosité pour un transfert d'énergie plus uniforme.
- Les jets de vapeur peuvent atteindre des tailles plus fines (D50 < 0,5 μm) tout en passiver les surfaces neuves et en réduisant l'oxydation ultérieure.
3. Broyage humide ultrafin par agitation + Cryogénie + Protection de surface
Bien que le broyage à billes humide cause davantage de dommages, les combinaisons suivantes peuvent les réduire considérablement :
- Utilisation de billes de ZrO₂ ultra-fines (0,05–0,2 mm), vitesse de ligne contrôlée à 8–12 m/s.
- Refroidissement cryogénique (température de la suspension <15°C) pour supprimer les changements structurels thermiques induits mécaniquement.
- Ajout de protecteurs cristallins : de petites quantités de Li₂CO₃, LiOH, phosphates, borates, etc., formant de fines couches protectrices sur les surfaces pendant le meulage pour inhiber la propagation des fissures.
- Broyage par étapes : broyage grossier jusqu'à D50 ≈ 2 μm d'abord, puis broyage fin jusqu'à la cible, en évitant un apport d'énergie excessif en une seule fois.
- Post-traitement : séchage par pulvérisation + recuit de courte durée à basse température (400–600 °C) pour soulager les contraintes mineures du réseau.

4. Conception du précurseur co-optimisée avec la pulvérisation (concept de pré-pulvérisation)
Une stratégie émergente récente consiste à introduire une “ pré-pulvérisation ” avant/pendant la co-précipitation ou le frittage.
- Infiltration par explosif liquide : utilise une décomposition rapide génératrice de gaz pour pré-fissurer les particules secondaires, suivie d'une dispersion mécanique douce.
- Frittage contrôlé pour produire des particules secondaires “ faiblement liées ” (ingénierie de la mésostructure) plus faciles à disperser dans des particules primaires à faible énergie.
- Voie NCM monocristalline : synthèse directe de particules monocristallines (D50 déjà de 1 à 3 μm), évitant le broyage secondaire des particules, suivi d'une modification de surface ou d'une légère réduction de taille.
Caractérisation et quantification de la protection de la structure cristalline
Pour vérifier si des dommages aux cristaux sont survenus après la pulvérisation, une caractérisation multidimensionnelle est nécessaire :
- DRX: (003)/(104) rapport d'intensité, valeur c/a, modifications de la FWHM.
- Raman: Décalages et rapports d'intensité des pics A1g et Eg, indiquant une migration de Ni²⁺.
- MET/HRTEM: observer la continuité des franges superposées, la présence de régions amorphes.
- XPS: Ni 2p, O 1s pour évaluer le degré de reconstruction de surface.
- électrochimique: efficacité initiale, courbes dQ/dV (netteté du pic de transition de phase H2–H3), impédance post-cyclage.
Objectifs : À D50 < 1 μm, augmentation de la largeur à mi-hauteur (FWHM) de la diffraction des rayons X < 20%, efficacité initiale > 92%, rétention de capacité > 85% après 300 cycles (4,3 V).
Conclusion
La clé d'une pulvérisation ultrafine des NCM (diamètre D50 < 1 μm) sans endommager significativement les cristaux réside dans une faible densité d'énergie d'impact, une fréquence de collision élevée et une protection de surface in situ. La méthode la plus aboutie et la plus facilement industrialisable actuellement est celle des jets opposés. broyeur à jet à lit fluidisé, combinée à l'optimisation des précurseurs et des additifs, qui a déjà permis une production de masse dans de nombreuses usines de matériaux.
À l'avenir, avec l'adoption généralisée des matériaux NCM monocristallins et des matériaux à haute teneur en nickel, l'industrie pourrait évoluer davantage vers des voies de synthèse à “ pulvérisation minimale ou nulle ” (par exemple, contrôle direct de la taille des particules primaires à des monocristaux de 200 à 800 nm), évitant ainsi complètement les problèmes de dommages mécaniques.
Néanmoins, sous l'impulsion de la demande croissante en densité énergétique, les nanomatériaux composites ultrafins (D50 < 1 μm) demeureront une voie importante pour les batteries à charge rapide et haute puissance au cours des 5 à 10 prochaines années. Les ingénieurs procédés doivent poursuivre leurs efforts pour trouver le juste équilibre entre efficacité de pulvérisation et intégrité structurale ; il s'agit là d'un des enjeux les plus complexes et les plus précieux de l'ingénierie des matériaux nanomatériaux composites.

« Merci de votre lecture. J’espère que cet article vous sera utile. N’hésitez pas à laisser un commentaire ci-dessous. Pour toute question, vous pouvez également contacter le service client en ligne de Zelda. »
— Publié par Emily Chen