Когда графитовые аноды Кто станет «энергетическим двигателем» литиевых аккумуляторов следующего поколения, достигших своего теоретического предела ёмкости? Обладая сверхвысокой удельной ёмкостью 1800 мАч/г, кремний-углеродный анод ускоряется от лабораторных исследований к крупномасштабной индустриализации — это не просто модернизация материалов, а революция в плотности энергии.
Основные типы анодных материалов и технические характеристики
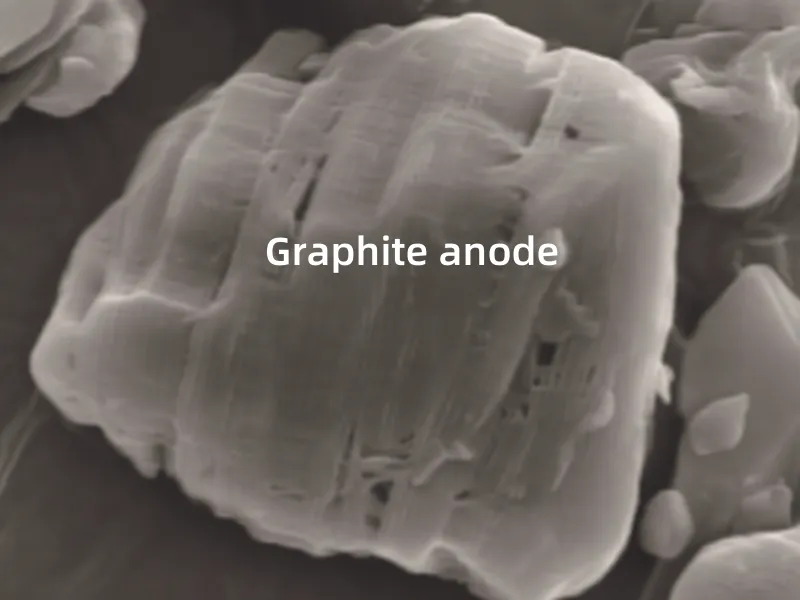
Аноды на основе графита
Натуральный графит
- Функции: Теоретическая емкость 340–370 мАч/г, низкая стоимость, но низкая начальная кулоновская эффективность (~80%) и риск интеркаляции растворителя, приводящий к структурному отслоению.
- Приложение: В основном в потребительской электронике (3C).
Искусственный графит
- Функции: Изготовлено графитизацией нефтяного кокса/игольчатого кокса при высоких температурах (2800°C). Однородная структура, ресурс циклов >2000, начальная эффективность >90%.
- Приложение: Аккумуляторные батареи (более 70% рынка анодов).
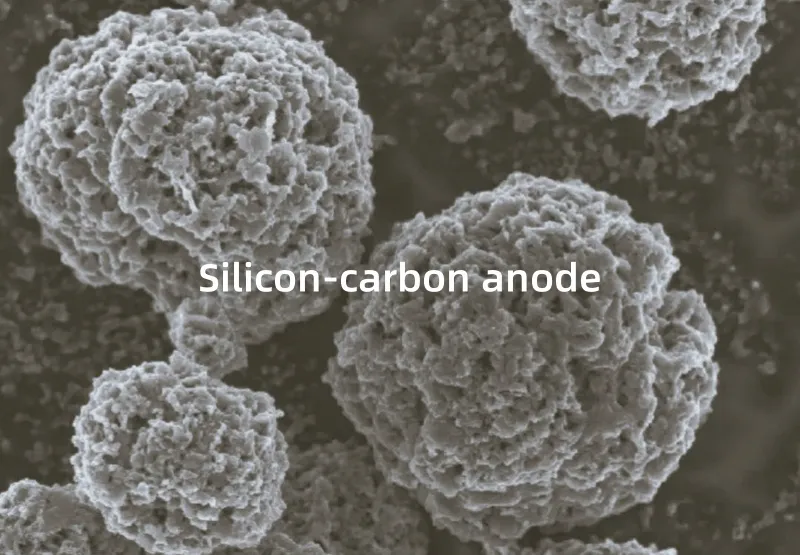
Аноды на основе кремния
Технические маршруты:
- Кремний-углеродный анод: Нанокремниевые частицы, внедренные в углеродную матрицу, емкость 400–600 мАч/г, объемное расширение снижено до 30% (по сравнению с 300% для чистого кремния).
- Анод из оксида кремния (SiOx): Композит из субоксида кремния с графитом, емкость 450–500 мАч/г, объемное расширение <50%, улучшенные циклические характеристики.
Преимущества: Теоретическая удельная емкость 4200 мАч/г (10× графит), отличная производительность быстрой зарядки, большой ресурс.
Производственные процессы и основные технологии
Производство искусственного графита
Процесс: Дробление сырья → механическое фрезерование → грануляция/покрытие → высокотемпературная графитизация → просеивание и формование
Основные шаги:
- Дробление: Разбить нефтяной кокс на подходящие размер частицы.
- Грануляция: Измельчить до состояния вторичных частиц, однородного порошка (6–10 мкм).
- Графитизация: Преобразование атомов углерода в упорядоченные кристаллические структуры графита.
Производство анодов на основе кремния
Процесс: Источник кремния → термическое разложение → аморфный нанокремний + пористый углеродный скелет → осаждение из паровой фазы кремний-углерод → CVD-углеродное покрытие
Основные шаги:
- Наноразмер кремния: Шаровая мельница/ультразвуковая дисперсия до <100 нм.
- Композитное покрытие: CVD-углеродное покрытие, легирование графеном для подавления объемного расширения.
- Структурное проектирование: Пористый кремний, архитектура «ядро–оболочка» для улучшения проводимости.
Технические проблемы и направления прорыва
Расширение большого объема
- Кремний расширяется более чем на 300% во время цикла, что приводит к измельчению частиц и выходу электрода из строя.
- Высокое содержание кремния (>15%) усугубляет проблему, ограничивая практическое применение. В настоящее время содержание кремния обычно поддерживается ниже 10%.
Низкая начальная кулоновская эффективность (ICE)
- Повторное формирование пленки SEI на кремнии потребляет ионы лития. ICE только 70%–85% (против >95% для графита).
Высокие затраты
- Стоимость CVD-кремния-углерода составляет около 500 000 иен/тонну (по сравнению с 20 000 иен/тонну для искусственного графита).
- Основные причины: высокая стоимость пористого углерода (на основе смолы — до 500 000 иен/тонну) и силана (~100 000 иен/тонну), а также сложные и опасные технологические процессы.
Незрелые вспомогательные материалы
- Существующие связующие вещества и электролиты не подходят для высокого расширения кремний-углерода, поэтому требуются индивидуальные решения.
Направления инноваций для кремний-углеродных анодов
1. Инновации в структурном проектировании
- Пористый углеродный каркас + CVD-осаждение: нанокремний (5–10 нм) осаждается внутри пор, уменьшая расширение.
- Случай: Сферический кремний-углерод с улучшенной прочностью на сжатие (в 3–5 раз выше), морщинистая поверхность для лучшего смачивания электролитом; продукты 6-го поколения достигли расширения <20%, срока службы >1000 циклов, ICE >90%.
2. Оптимизация процесса
- Модернизации сердечно-сосудистых заболеваний: Масштабирование с 20 до 100 кг на печь, локализация оборудования и линии массового производства (стабильные заводы мощностью 5000 тонн, новые линии мощностью более 10 000 тонн в год). Средняя себестоимость по отрасли снижена примерно до 220 000 иен за тонну.
- Долитиевые прорывы: При использовании композитных пленок SEI LiF–Li₂C₂O₄ ICE улучшился с 75% до 88% (близко к 95% графита), при этом сопротивление интерфейса было ниже на 50%.
3. Сравнительный анализ производительности
- Оптимизированный CVD-кремний-углеродный аккумулятор: удельная емкость 1800–2000 мАч/г, срок службы >1000 циклов, расширение электрода контролируется при 25%–27%.
- Производительность значительно превосходит показатели обычных анодов SiOx (емкость ~1500 мАч/г, ICE 75%–80%).
Эпический порошок
Благодаря кремний-углеродным анодам, обеспечивающим новый скачок в плотности энергии литиевых аккумуляторов, передовая обработка материалов стала ключом к индустриализации. Компания Epic Powder, обладающая опытом в области сверхтонкого измельчения, шаровой мельницы и технологий классификации порошков, предлагает специализированные решения для производства нанокремниевых и высокопроизводительных углеродных композитов, открывая путь к масштабируемому, экономичному и надежному производству кремний-углеродных анодов.